t v n đ
Trong bối cảnh môi trường kinh doanh ngày càng khắc nghiệt và cạnh tranh gay gắt, các yếu tố như thời gian sản xuất, chất lượng sản phẩm và giá thành trở thành ưu tiên hàng đầu Doanh nghiệp cần áp dụng các giải pháp cải tiến trong sản xuất và vận hành để nâng cao chất lượng, tăng năng suất và giảm giá thành sản phẩm Việc tối ưu hóa chi phí sản xuất và chi phí vận hành sẽ giúp doanh nghiệp nâng cao sức cạnh tranh trên thị trường.
Công ty Tsurumi Pump Vi t Nam là m t doanh nghi p có 100% v n đ u t Nh t
Công ty B n chuyên sản xuất và gia công lắp ráp máy bơm công nghiệp, chủ yếu phục vụ khách hàng nước ngoài Để đáp ứng yêu cầu khắt khe của khách hàng, công ty phải tuân thủ các tiêu chuẩn tiên tiến, cạnh tranh về chi phí, chất lượng và thời gian sản xuất Điều này đặt ra thách thức lớn, yêu cầu nhà máy cần có hệ thống sản xuất linh hoạt và nhanh nhạy để đáp ứng tốt nhất nhu cầu của khách hàng.
Hệ thống sản xuất tinh gọn là một phương pháp và công cụ nhằm giảm thiểu lãng phí trong quá trình sản xuất Lợi ích chính của hệ thống này bao gồm việc giảm chi phí sản xuất, tối ưu hóa quy trình vận hành, gia tăng sản lượng, rút ngắn thời gian sản xuất, nâng cao chất lượng sản phẩm và tối thiểu hóa nguồn lực sử dụng, bao gồm các yếu tố về con người, nguyên liệu, năng lượng, nguồn vận tải và các nguồn lực khác Hệ thống sản xuất tinh gọn đã tồn tại từ lâu và được áp dụng thành công bởi nhiều công ty, tập đoàn lớn trên thế giới như Toyota và Ford, giúp loại bỏ các lãng phí tồn tại trong sản xuất.
Sản xuất tinh gọn (Lean Manufacturing) tập trung vào việc loại bỏ lãng phí nhằm giảm chi phí và thời gian sản xuất Các công cụ như Just in Time, 5S, Kaizen và Poka Yoke được áp dụng để tối ưu hóa quy trình sản xuất Mặc dù có nhiều phương pháp khác nhau để triển khai, nhưng việc áp dụng các công cụ này một cách hiệu quả sẽ giúp nâng cao hiệu suất của hệ thống sản xuất trong các nhà máy.
5S là một công cụ quản lý được phát triển tại Nhật Bản, với 5 bước chính: Seiri, Seiton, Shitsuke, Seiketsu và Sōsuke, nhằm nâng cao hiệu quả hoạt động trong các lĩnh vực An toàn, Chất lượng, Hiệu suất và Môi trường 5S không chỉ giúp cải thiện khả năng cạnh tranh của doanh nghiệp mà còn hỗ trợ trong việc thực hiện các hệ thống cải tiến khác như TPM (Bảo trì toàn diện) và TQM (Quản lý chất lượng toàn diện).
Hi n nay, 5S đ c nghiên c u và áp d ng r ng rưi v i đa d ng quy mô doanh nghi p [16, 1].Th ct ,nh ng nghiên c uđưch ra nh ng ích l ic a 5S trong s nxu t
[1, 19] l nd chv [10]; t khu v cx ng, khuôn viên, nhà kho, đ nv n phòng [20, 3]
Việc triển khai 5S tại doanh nghiệp là rất quan trọng, vì nó giúp nâng cao hiệu quả hoạt động thông qua nghiên cứu, khảo sát và kiểm chứng Các nghiên cứu và ứng dụng 5S trên toàn cầu đã cung cấp những kinh nghiệm quý báu, giúp hoàn thiện hơn nữa phương pháp này trong tổ chức.
Vi c áp d ng thành công 5S các công ty Nh t nh Toyota, Kyoshin, t p đoàn
Ajinomoto, Mitsubishi Motors Corp, Mitsubishi Corp, và Proton cùng với các doanh nghiệp quốc tế như Samsung, Bosch, First Solar, và Unilever đã mang lại thành công cho công ty và trở thành hình mẫu cho các doanh nghiệp khác Tại Việt Nam, các doanh nghiệp cũng đã triển khai các hoạt động 5S và đạt chứng nhận 5S tại công ty.
Th y đi n S n La, Công ty C ph n V t t - X ng d u(COMECO), Công ty TNHH Nh t Linh, Công ty CNC ậVina, Công ty Sáng t o ầ Công c 5S đư mang l i thành công cho
Việc triển khai 5S tại công ty Tsurumi Pump Việt Nam mang lại nhiều lợi ích kinh tế và môi trường Điều này đặc biệt quan trọng trong bối cảnh công ty có những hình mẫu từ các doanh nghiệp FDI Nhật Bản 5S không chỉ giúp cải thiện hiệu suất làm việc mà còn nâng cao ý thức bảo vệ môi trường trong hoạt động sản xuất.
Dự án "Áp dụng một số công cụ tinh gọn để cải tiến kho hàng Tsurumi Pump Việt Nam" nhằm mục tiêu giải quyết các vấn đề tồn đọng và tối ưu hóa quy trình quản lý kho Việc này không chỉ giúp giảm thiểu chi phí mà còn rút ngắn thời gian tổng thể trong hoạt động kho hàng Thông qua việc triển khai các giải pháp hiệu quả, công ty sẽ nâng cao năng suất và cải thiện hiệu quả công việc trong các khu vực và bộ phận còn lại.
Trong xu h ng phát tri n và c nh tranh các doanh nghi p, công ty Tsurumi Pump
Việt Nam mong muốn thực hiện chiến lược chuyển đổi cho các doanh nghiệp, nhằm cải thiện chất lượng làm việc, nâng suất lao động và giảm thiểu tác động của hoạt động sản xuất đến môi trường Tuy nhiên, các công ty đang gặp phải một số vấn đề.
5S là n n t ng đ th c hi n c i ti n, nh ng hi n t i công ty v n ch a th c hi n 5S
V n đ 5S ch ađ c quan tâm đúng m c.
Ch a áp d ng c th 5S cho các nhà kho, nhà x ng l p ráp, khu v c gia công, các v n phòngầ Tài li u hu n luy n và quy trình h ngd n ch a c th
Ch a có các tiêu chu n đ đánh giá hi u qu c avi cth c hi n 5S.
M c tiêu nghiên c u
Xây d ng quy trình tri n khai 5S và chuy nđ i sang s nxu t b n v ng, thân thi n v i môi tr ng trong toàn công ty
Để tối ưu hóa không gian kho, cần giảm diện tích kho nguyên liệu xuống 15% và kho thành phẩm xuống 10% Đồng thời, cần giảm thiểu các lãng phí và quản lý một cách hiệu quả 100% hàng hóa cũng như quy trình Tạo ra môi trường làm việc an toàn, sạch sẽ và thông thoáng, đồng thời loại bỏ và cách ly các nguồn gây nguy hiểm Việc vệ sinh hàng ngày là rất quan trọng để duy trì và cải tiến chất lượng kho.
Th chi n các b cc a 5S có áp d ng các công c c iti n liên quan
Ch tìm hi u các lỦ thuy t có liên quan đ n n i dungth chi n.
IV i VI ctri n khai các bước xây dựng mô hình mực chấm điểm trong nhóm đối tượng có những đặc điểm quy trình công nghệ sản xuất giống nhau Các đối tượng còn lại tiếp tục nghiên cứu và triển khai dựa trên mô hình đã xây dựng sẵn.
Quá trình tri n khai đ n lúc thu k t qu b cđ u là 6 tháng.
Tìm hi u s thành công và th t b i các ch ng trình 5S các công ty
Kh o sát v môi tr ng v n hành c a doanh nghi p nh h ngđ n vi c th c hi n 5S: Quy mô, t ch c, v n hóaầ
Kh o sát và phân tích hi ntr ngkhu v cKho nguyên li u và Kho thành ph m
Xây d ng quytrình th c hi n 5S. ứ Thành l p ban 5S ứ 5 b c th chi n 5S ứ Các chính sách khen th ng, khuy n khíchng i lao đ ng.
Áp d ng công c qu n lí tr c quan, công c thi t k khu v c l u tr nh p tr c xu t tr c, công c c i ti n m t b ng.
Lu nv n bao g m5 ch ng
Ch ng 1: Gi ithi u ứ Nêu lên s c nthi t và lý do hình thành đ tài, tình hình nghiên c u trong và ngoài n c liên quan đ n đ tài, đ i t ng vàm c tiêu đ tài
Ch ng2: C s lý thuy t vàph ng pháplu n.
Trình bày các c s lý thuy t liên quan đ nph ng pháp lu nth c hi n gi iquy tv n đ trong lu n v n.
Ch ng 3: it ng nghiên c u. ứ Trình bày các đ ctr ng c ađ i t ng nghiên c u, các v n đ mà đ i t ng đang g p ph i.
Ch ng 4: Xây d ng quy trình và tri n khai 5S ứ Thành l p ban 5S
Tri n khai 5S và các k tqu đ t đ c.
Ch ng 5: K t lu n và ki n ngh t Yes d ng th c t ngh
Xác đ nh ph m vi tri n khai
Xác đ nh các thành ph nc a quy trình tri n khai 5S
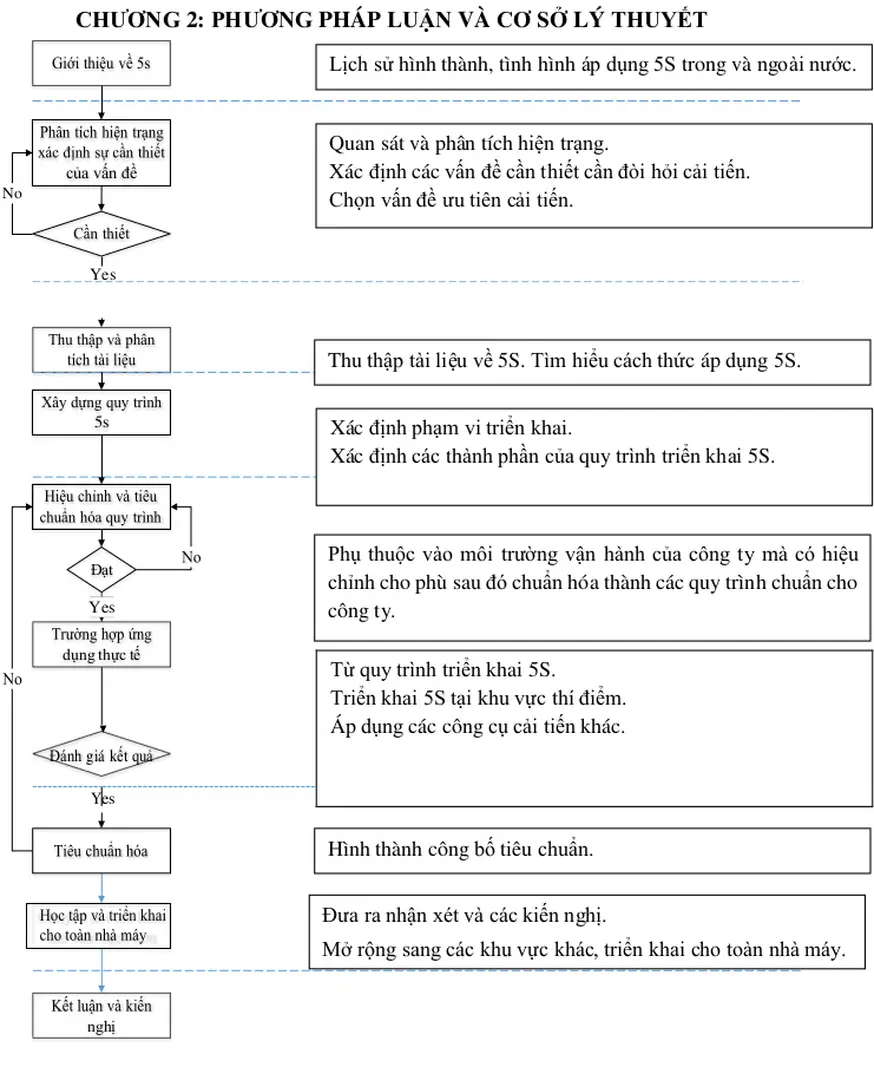
Thu th p tài li u v 5S Tìm hi u cách th c áp d ng 5S a ra nh n xét và các ki n ngh
M r ng sang các khu v c khác, tri n khai cho toàn nhà máy. Hình thành công b tiêu chu n.
Ph thu c vào môi tr ng v n hành c a công ty mà có hi u ch nh cho phù sau đó chu n hóa thành các quy trình chu n cho công ty
CH NG 2: PH NG PHÁP LU N VÀ C S LÝ THUY T
Tri n khai 5S t i khu v c thí đi m Áp d ng các công c c i ti n khác
Quan sát và phân tích hi n tr ng
Xác đ nh các v n đ c n thi t c n đòi h i c i ti n
L chs hình thành, tình hình áp d ng 5S trong và ngoài n c.
Hình 2.1 Ph ng pháp lu n
5S là một phương pháp cải tiến của người Nhật nhằm tạo ra môi trường làm việc gọn gàng, ngăn nắp và sạch sẽ Phương pháp này không chỉ giúp nâng cao chất lượng công việc mà còn kiểm soát hiệu quả quá trình làm việc 5S được viết tắt từ 5 chữ đầu tiên trong tiếng Nhật, thể hiện các bước quan trọng trong việc duy trì sự ngăn nắp và hiệu quả trong môi trường làm việc.
Seiri ậ sàng l c:Ch n và lo ib nh ngv td ng,s l ng không c nthi t ra kh in i làm vi c.
Seiton ậ s p x p: S p x p v t d ng c n thi t đúng v trí d c t vào, l y ra s d ng
Seiso ậ s ch s : Làm v sinh và ki m tra toàn b n i làm vi c
Seiketsu ậ S n sóc, ng n ng a tình tr ng d th a, b a bãi và do d b n
Duy trì tình tr ng ng n n p, s ch s n i làm vi c
Shitsuke ậS nsàng th c hi nc i ti n tình tr ng ng nn p,s chs n i làm vi c. b) L i ích [4]
5S là phương pháp giúp doanh nghiệp nâng cao năng suất, giảm chi phí, đảm bảo giao hàng đúng hạn và an toàn cho người lao động Để triển khai 5S thành công, lãnh đạo cần cam kết mạnh mẽ, thực hiện công tác giáo dục và đào tạo để mọi nhân viên hiểu rõ và tham gia tích cực vào quá trình này, từ đó cải thiện tinh thần làm việc và giảm thiểu lãng phí.
2.1.2 Phân tích hi ntr ng
Xem xét các hi n tr ng, đánh giá tình hình, xác đ nh đúng th c tr ng doanh nghi p.
Nh ngđ ngl c thúc đ y và rào c n liên quan đ nch ng trình
2.1.3 Xây d ng quy trình tri n khai
Xác đ nh ph m vi tri n khai c th trong nhà máy
Xây d ng quy trình theo các b c chính c a 5S
2 Tuyên b th chi nch ng trình 5S và s cam k tc a lãnh đ o.
Chọn lựa và loại bỏ các vật dụng không cần thiết là bước quan trọng trong quá trình làm việc Vật dụng không cần thiết bao gồm những đồ vật không còn sử dụng trong hiện tại, tương lai, và các vật dụng có số lượng thừa so với nhu cầu Quá trình sàng lọc diễn ra qua các bước: xây dựng tiêu chuẩn sàng lọc cho khu vực làm việc, hình thành danh sách phù hợp với khu vực gần nhất, thực hiện gắn thẻ và xử lý với mục tiêu rõ ràng Kết thúc quá trình là hợp báo tổng kết.
Sắp xếp các vật dụng cần thiết đúng vị trí giúp tiết kiệm thời gian và tăng hiệu suất làm việc Khi làm việc, việc sắp xếp hợp lý không chỉ giảm bớt căng thẳng mà còn nâng cao chất lượng công việc Nguyên tắc sắp xếp bao gồm: nhóm các vật dụng theo chức năng; mỗi vật dụng cần có một địa chỉ riêng; các vật dụng cần được sắp xếp theo hệ thống; vật dụng dễ nhìn thấy để giảm thiểu thời gian tìm kiếm; và các vật dụng thường xuyên sử dụng cần được đặt ở vị trí dễ tiếp cận.
Sạch sẽ là yếu tố quan trọng trong môi trường làm việc, bao gồm việc vệ sinh và kiểm tra toàn bộ không gian Công việc vệ sinh bắt đầu bằng việc xác định các khu vực cần dọn dẹp, đảm bảo nguyên tắc và quy trình làm sạch riêng biệt Sau khi xác định phương pháp làm sạch, cần tiến hành thực hiện và lặp lại quy trình này định kỳ để duy trì sự sạch sẽ.
Sự chăm sóc và duy trì môi trường làm việc gọn gàng, ngăn nắp là rất quan trọng Cần áp dụng phương pháp 3S để chuẩn hóa quy trình làm việc Mỗi cá nhân có trách nhiệm đối với khu vực làm việc và thiết bị, đồng thời thực hiện kiểm tra và đánh giá định kỳ.
Sẵn sàng là chìa khóa để cải thiện hiệu suất làm việc, bao gồm việc liên tục kết nối và xây dựng những thành công ghi nhận từ những hoạt động Đặc biệt, việc xây dựng hệ thống đánh giá và khen thưởng sẽ giúp nâng cao động lực làm việc và khuyến khích sự phát triển bền vững trong tổ chức.
2.1.4 ánh giá l i quy trình hi u ch nh
ánh giá hi u ch nhl i quytrình s phù h pv i th ctr ng,đ ctr ng c a công ty
2.1.5 ngd ngtr ngh pc th
Tri n khai áp d ng vào m ts b ph nc a công ty
B ctri n khaiáp d ng theo quy trình tri n khai.
2.1.6 ánh giá hi u ch nh
Xem xét ki m tra l i t i các b ph n đư tri n khai
Ti nhành đ a ra các ý t ng c i ti n m i.
a ra nh n xét v k tqu và m t s ki nngh cho công ty.
a ra đ nhh ng pháttri nđ n mô hình s nxu ts ch h n.
2.2 Qu n lý b ng công c tr c quan (Visual Management)
Các hệ thống quản lý bằng công cụ trực quan cho phép công nhân dễ dàng tiếp cận thông tin về quy trình sản xuất, tiến độ và các thông tin quan trọng khác, giúp nâng cao hiệu quả làm việc Trong trường hợp cần cải tiến quy trình, việc trình bày trực quan giúp hiểu rõ hơn về các bước thao tác đúng, cách thực hiện cho từng động tác, cũng như mối quan hệ bên trong và bên ngoài giữa các hoạt động và các tác nhân khác Các công cụ trực quan thường được thể hiện qua các bảng hiển thị trực quan, các bảng kiểm soát bằng trực quan và các chỉ dẫn bằng hình ảnh.
2.3 Chu trình Shewhart ậc iăti n liên t c
Chu trình Shewhart [4], hay còn g i là chu trình PDCA, làm m t trong ph ng pháp c iti n bao g m4 giai đo n (hình 2.1):
Bước đầu tiên trong quá trình cải tiến là nghiên cứu hiện trạng và xác định mục tiêu cải tiến cụ thể Sau đó, cần lập kế hoạch cho quá trình cải tiến và triển khai kế hoạch đó Việc kiểm tra xem có thực hiện đúng kế hoạch hay không và có đạt được mục tiêu cải tiến hay không là rất quan trọng Nếu không đạt được mục tiêu, cần phải thực hiện các giải pháp hiệu chỉnh để đảm bảo đạt được mục tiêu đề ra Khi đã đạt được mục tiêu, hệ thống sẽ quay trở lại chu trình Shewhart, từ đó tiếp tục cải tiến để nâng cao hiệu quả hơn nữa, đảm bảo quá trình cải tiến diễn ra liên tục.
Hệ thống kho là phần không thể tách rời trong các hoạt động sản xuất và dịch vụ Lưu kho có nghĩa là chứa các sản phẩm trong trạng thái chờ sẵn và được thực hiện khi cần lưu trữ nguyên vật liệu, sản phẩm hay thiết bị Việc quản lý kho theo dõi và lưu trữ SKU (Stock Keeping Unit) giúp tối ưu hóa quy trình kinh doanh và đảm bảo cung ứng hiệu quả.
Keeping Unit), là đ n v v t lỦ nh nh t ch as nph m mà t ch cqu n lý
Mục tiêu của nghiên cứu bố trí mặt bằng kho là cải tiến hóa độ hiệu quả trong khi vẫn thỏa mãn nhu cầu của khách hàng và các dịch vụ khách hàng, đồng thời tuân thủ các ràng buộc về nguồn lực, không gian, thiết bị và nhân lực hoạt động trong nhà kho Kích cỡ của kho chứa phụ thuộc vào một số thông số như lượng nhập, năng suất, chi phí và biến quy tắc quyết định phương pháp lưu kho và mặt bằng kho chứa.
CH NG 3: IT NG NGHIÊN C U 3.1 T ng quan công ty
Tsurumi Pump là một công ty sản xuất công nghiệp với hơn 90 năm kinh nghiệm, chuyên cung cấp các sản phẩm máy bơm Công ty có nhà máy sản xuất tại 45 quốc gia trên thế giới và trụ sở chính tại Osaka, Nhật Bản Năm 2017, Công ty TNHH Tsurumi Pump Việt Nam với 100% vốn đầu tư Nhật Bản đã được thành lập tại Khu công nghiệp Hiệp Phước, nhằm xây dựng nhà máy sản xuất chiến lược.
Sau 2 năm hoạt động ổn định tại Khu Kinh tế Việt Nhật, Tsurumi Pump đã quyết định mở rộng sản xuất kinh doanh bằng cách xây dựng nhà máy mới tại Lô D6, thuộc giai đoạn 2 của Khu công nghiệp Hiệp Phước Nhà máy Tsurumi Pump Việt Nam chính thức khởi công xây dựng vào ngày 15 tháng 11 năm nay.
Hình 3.1: V trí t a l c c a công ty Tsurumi Pump Vi t Nam
Hình 3.2: Hình nh công ty Tsurumi Pump Vi t Nam
N i dung th c hi n
Tìm hi u s thành công và th t b i các ch ng trình 5S các công ty
Kh o sát v môi tr ng v n hành c a doanh nghi p nh h ngđ n vi c th c hi n 5S: Quy mô, t ch c, v n hóaầ
Kh o sát và phân tích hi ntr ngkhu v cKho nguyên li u và Kho thành ph m
Xây d ng quytrình th c hi n 5S. ứ Thành l p ban 5S ứ 5 b c th chi n 5S ứ Các chính sách khen th ng, khuy n khíchng i lao đ ng.
Áp d ng công c qu n lí tr c quan, công c thi t k khu v c l u tr nh p tr c xu t tr c, công c c i ti n m t b ng.
Lu nv n bao g m5 ch ng
Ch ng 1: Gi ithi u ứ Nêu lên s c nthi t và lý do hình thành đ tài, tình hình nghiên c u trong và ngoài n c liên quan đ n đ tài, đ i t ng vàm c tiêu đ tài
Ch ng2: C s lý thuy t vàph ng pháplu n.
Trình bày các c s lý thuy t liên quan đ nph ng pháp lu nth c hi n gi iquy tv n đ trong lu n v n.
Ch ng 3: it ng nghiên c u. ứ Trình bày các đ ctr ng c ađ i t ng nghiên c u, các v n đ mà đ i t ng đang g p ph i.
Ch ng 4: Xây d ng quy trình và tri n khai 5S ứ Thành l p ban 5S
Tri n khai 5S và các k tqu đ t đ c.
Ch ng 5: K t lu n và ki n ngh t Yes d ng th c t ngh
Xác đ nh ph m vi tri n khai
Xác đ nh các thành ph nc a quy trình tri n khai 5S
Thu th p tài li u v 5S Tìm hi u cách th c áp d ng 5S a ra nh n xét và các ki n ngh
M r ng sang các khu v c khác, tri n khai cho toàn nhà máy. Hình thành công b tiêu chu n.
Ph thu c vào môi tr ng v n hành c a công ty mà có hi u ch nh cho phù sau đó chu n hóa thành các quy trình chu n cho công ty
CH NG 2: PH NG PHÁP LU N VÀ C S LÝ THUY T
Tri n khai 5S t i khu v c thí đi m Áp d ng các công c c i ti n khác
Quan sát và phân tích hi n tr ng
Xác đ nh các v n đ c n thi t c n đòi h i c i ti n
L chs hình thành, tình hình áp d ng 5S trong và ngoài n c.
Hình 2.1 Ph ng pháp lu n
5S là một phương pháp cải tiến của người Nhật, nhằm tạo ra môi trường làm việc gọn gàng, ngăn nắp, sạch sẽ và nâng cao chất lượng công việc Phương pháp này bao gồm 5 chữ cái đầu tiên trong tiếng Nhật, thể hiện các bước cần thiết để kiểm soát và cải tiến quy trình làm việc hiệu quả.
Seiri ậ sàng l c:Ch n và lo ib nh ngv td ng,s l ng không c nthi t ra kh in i làm vi c.
Seiton ậ s p x p: S p x p v t d ng c n thi t đúng v trí d c t vào, l y ra s d ng
Seiso ậ s ch s : Làm v sinh và ki m tra toàn b n i làm vi c
Seiketsu ậ S n sóc, ng n ng a tình tr ng d th a, b a bãi và do d b n
Duy trì tình tr ng ng n n p, s ch s n i làm vi c
Shitsuke ậS nsàng th c hi nc i ti n tình tr ng ng nn p,s chs n i làm vi c. b) L i ích [4]
5S là phương pháp giúp doanh nghiệp nâng cao hiệu quả làm việc, giảm thiểu chi phí, đảm bảo giao hàng đúng hạn và an toàn cho người lao động Để triển khai 5S thành công, doanh nghiệp cần có sự cam kết mạnh mẽ từ lãnh đạo, thực hiện công tác giáo dục nhận thức và đào tạo để mọi nhân viên hiểu và tham gia vào quá trình này, đồng thời duy trì sự cải tiến liên tục.
2.1.2 Phân tích hi ntr ng
Xem xét các hi n tr ng, đánh giá tình hình, xác đ nh đúng th c tr ng doanh nghi p.
Nh ngđ ngl c thúc đ y và rào c n liên quan đ nch ng trình
2.1.3 Xây d ng quy trình tri n khai
Xác đ nh ph m vi tri n khai c th trong nhà máy
Xây d ng quy trình theo các b c chính c a 5S
2 Tuyên b th chi nch ng trình 5S và s cam k tc a lãnh đ o.
Chọn lựa và loại bỏ những vật dụng không cần thiết là một phần quan trọng trong công việc Vật dụng không cần thiết bao gồm những đồ vật không còn sử dụng trong hiện tại, tương lai, và các vật dụng có số lượng thừa so với nhu cầu Quá trình sàng lọc diễn ra qua các bước: đầu tiên, xây dựng các tiêu chuẩn sàng lọc cho khu vực cần thiết Tiếp theo, hình thành danh sách phù hợp với khu vực gần nhất Cuối cùng, thực hiện giai đoạn xử lý với mục tiêu rõ ràng Kết thúc quá trình là hợp báo tổng kết.
Sắp xếp các vật dụng cần thiết đúng vị trí sẽ giúp tăng hiệu suất làm việc, giảm thời gian tìm kiếm và nâng cao chất lượng công việc Để thực hiện việc sắp xếp hiệu quả, cần áp dụng các phương pháp như: nhóm các vật dụng theo chức năng, đảm bảo mỗi vật dụng có một địa chỉ riêng, sắp xếp các vật dụng gần nhau theo hệ thống, và thường xuyên kiểm tra để đảm bảo tính dễ dàng trong việc tiếp cận Việc này không chỉ giúp tiết kiệm thời gian mà còn tạo ra môi trường làm việc gọn gàng và hiệu quả hơn.
Sạch sẽ là yếu tố quan trọng trong môi trường làm việc, bao gồm việc vệ sinh và kiểm tra toàn bộ không gian Công việc làm sạch bắt đầu bằng việc xác định các khu vực cần được dọn dẹp, đồng thời tuân thủ nguyên tắc và quy trình làm sạch cụ thể Sau khi xác định phương pháp làm sạch, cần thực hiện một cách nghiêm ngặt và lặp lại quy trình này định kỳ để duy trì sự sạch sẽ trong không gian làm việc.
Để duy trì môi trường làm việc sạch sẽ và gọn gàng, cần thực hiện các biện pháp như áp dụng phương pháp 3S (Sàng lọc, Sắp xếp, Sạch sẽ) trong khu vực làm việc Mỗi cá nhân cần có trách nhiệm với không gian làm việc và thiết bị của mình, đồng thời thực hiện kiểm tra và đánh giá định kỳ để đảm bảo mọi thứ luôn trong tình trạng tốt nhất.
Sẵn sàng là một yếu tố quan trọng trong công việc ngày càng trở nên gọn gàng và hiệu quả Để đạt được điều này, cần liên tục kết nối và xây dựng các hệ thống ghi nhận thông tin Đồng thời, việc xây dựng hệ thống đánh giá và khen thưởng cũng đóng vai trò thiết yếu trong việc nâng cao hiệu suất làm việc.
2.1.4 ánh giá l i quy trình hi u ch nh
ánh giá hi u ch nhl i quytrình s phù h pv i th ctr ng,đ ctr ng c a công ty
2.1.5 ngd ngtr ngh pc th
Tri n khai áp d ng vào m ts b ph nc a công ty
B ctri n khaiáp d ng theo quy trình tri n khai.
2.1.6 ánh giá hi u ch nh
Xem xét ki m tra l i t i các b ph n đư tri n khai
Ti nhành đ a ra các ý t ng c i ti n m i.
a ra nh n xét v k tqu và m t s ki nngh cho công ty.
a ra đ nhh ng pháttri nđ n mô hình s nxu ts ch h n.
2.2 Qu n lý b ng công c tr c quan (Visual Management)
Các hệ thống quản lý bằng công cụ trực quan giúp công nhân dễ dàng tiếp cận thông tin về quy trình sản xuất, tiến độ và các thông tin quan trọng khác, từ đó nâng cao hiệu quả làm việc Trong trường hợp cần cải tiến quy trình, việc trình bày trực quan giúp làm rõ một quy trình phức tạp, bao gồm các bước thao tác chính xác, cách thực hiện đúng cho từng động tác, và các mối quan hệ bên trong cũng như bên ngoài giữa các hoạt động và các tác nhân khác Các công cụ trực quan thường được sử dụng bao gồm bảng hiển thị trực quan, bảng kiểm soát bằng trực quan và các hướng dẫn bằng hình ảnh.
2.3 Chu trình Shewhart ậc iăti n liên t c
Chu trình Shewhart [4], hay còn g i là chu trình PDCA, làm m t trong ph ng pháp c iti n bao g m4 giai đo n (hình 2.1):
Bước đầu tiên trong quá trình cải tiến là nghiên cứu hiện trạng và xác định mục tiêu cải tiến Sau đó, cần lập kế hoạch cho quá trình cải tiến và triển khai kế hoạch đó Việc kiểm tra xem kế hoạch có được thực hiện đúng cách và có đạt được các mục tiêu đã đề ra hay không là rất quan trọng Nếu không đạt được mục tiêu, cần thực hiện các giải pháp hiệu chỉnh để đảm bảo đạt được kết quả mong muốn Khi đã đạt được mục tiêu, hệ thống sẽ tiếp tục cải tiến theo chu trình Shewhart, cho phép quay lại để điều chỉnh và nâng cao mục tiêu cải tiến liên tục.
Hệ thống kho là phần không thể tách rời của các tác nhân sản xuất hay dịch vụ Lưu kho có nghĩa là chứa các sản phẩm trong trạng thái chưa sử dụng và được thực hiện khi cần lưu trữ nguyên vật liệu, sản phẩm hay thiết bị Việc lưu kho được tổ chức theo từng SKU (Stock Keeping Unit), giúp quản lý hàng hóa hiệu quả hơn.
Keeping Unit), là đ n v v t lỦ nh nh t ch as nph m mà t ch cqu n lý
Mục tiêu của nghiên cứu trí thông minh kho là cải tiến hóa độ hiệu quả trong khi vẫn đáp ứng nhu cầu của khách hàng và các dịch vụ khách hàng, đồng thời xem xét các ràng buộc về nguồn lực, không gian, thiết bị và nhân lực hoạt động trong nhà kho Kích thước của kho chứa phụ thuộc vào một số thông số như lượng nhập, năng suất, chi phí và biện pháp quyết định phương pháp lưu kho và thiết bị trong kho chứa.
CH NG 3: IT NG NGHIÊN C U 3.1 T ng quan công ty
Tsurumi Pump là một công ty sản xuất công nghiệp có hơn 90 năm kinh nghiệm, chuyên sản xuất và kinh doanh các sản phẩm máy bơm nước Công ty có nhà máy sản xuất tại 45 quốc gia trên thế giới và trụ sở chính tại Osaka, Nhật Bản Năm 2017, Công ty TNHH Tsurumi Pump Việt Nam với 100% vốn đầu tư Nhật Bản đã được thành lập tại Khu công nghiệp Hiệp Phước, đánh dấu bước đi chiến lược trong việc xây dựng nhà máy sản xuất.
Sau 2 năm hoạt động ổn định tại Khu Kinh tế Việt Nhật, Tsurumi Pump đã quyết định mở rộng sản xuất kinh doanh bằng cách xây dựng nhà máy mới tại Lô D6, thuộc giai đoạn 2 của Khu công nghiệp Hiệp Phước Nhà máy Tsurumi Pump Việt Nam chính thức khởi công xây dựng vào ngày 15 tháng 11 năm nay.
Hình 3.1: V trí t a l c c a công ty Tsurumi Pump Vi t Nam
Hình 3.2: Hình nh công ty Tsurumi Pump Vi t Nam
Nhà máy sản xuất máy bơm Tsurumi Pump Việt Nam có diện tích 3.8 ha, với khả năng sản xuất lên đến một triệu chiếc máy bơm mỗi năm Nhà máy tọa lạc trong khu công nghiệp Hiệp Phước, Giai đoạn 2, nơi tập trung nhiều doanh nghiệp Nhật Bản, bao gồm cả Khu kỹ nghệ Việt Nhật và Công ty Unika Việt Nam.
Khu công nghiệp Hiệp Phước tại Trà Cú, Bạc Liêu, hiện có công suất sản xuất đạt trên 20.000 đèn và máy bơm với công suất lên đến 75kW và chiều cao 500mmH, nhờ vào sự đầu tư của Tsurumi Việt Nam.
Gi i thi u 5S
Gi i thi u 5S
5S là một phương pháp cải tiến của người Nhật, nhằm tạo ra môi trường làm việc gọn gàng, ngăn nắp và sạch sẽ Phương pháp này không chỉ giúp nâng cao chất lượng công việc mà còn kiểm soát hiệu quả quá trình làm việc Tên gọi 5S được hình thành từ 5 chữ cái đầu tiên trong tiếng Nhật, tượng trưng cho các bước thực hiện để đạt được mục tiêu cải tiến này.
Seiri ậ sàng l c:Ch n và lo ib nh ngv td ng,s l ng không c nthi t ra kh in i làm vi c.
Seiton ậ s p x p: S p x p v t d ng c n thi t đúng v trí d c t vào, l y ra s d ng
Seiso ậ s ch s : Làm v sinh và ki m tra toàn b n i làm vi c
Seiketsu ậ S n sóc, ng n ng a tình tr ng d th a, b a bãi và do d b n
Duy trì tình tr ng ng n n p, s ch s n i làm vi c
Shitsuke ậS nsàng th c hi nc i ti n tình tr ng ng nn p,s chs n i làm vi c. b) L i ích [4]
5S là phương pháp giúp doanh nghiệp nâng cao hiệu suất làm việc, giảm chi phí, giao hàng đúng hạn và đảm bảo an toàn cho người lao động Áp dụng 5S còn gia tăng tinh thần làm việc và giúp loại trừ các lãng phí Để triển khai 5S thành công, doanh nghiệp cần có sự cam kết từ lãnh đạo, thực hiện công tác giáo dục nhận thức và đào tạo để mọi nhân viên hiểu và tham gia tích cực vào quá trình này.
Phân tích hi n tr ng
Xem xét các hi n tr ng, đánh giá tình hình, xác đ nh đúng th c tr ng doanh nghi p.
Nh ngđ ngl c thúc đ y và rào c n liên quan đ nch ng trình.
Xây d ng quy trình tri n khai
Xác đ nh ph m vi tri n khai c th trong nhà máy
Xây d ng quy trình theo các b c chính c a 5S
2 Tuyên b th chi nch ng trình 5S và s cam k tc a lãnh đ o.
Chọn lựa và loại bỏ những vật dụng không cần thiết là bước quan trọng trong quá trình làm việc Vật dụng không cần thiết bao gồm những đồ vật không còn sử dụng hiện tại, tương lai, và những vật dụng có số lượng thừa so với nhu cầu Quá trình sàng lọc được thực hiện qua các bước: đầu tiên, xây dựng các tiêu chuẩn sàng lọc cho khu vực làm việc Tiếp theo, hình thành các tiêu chí phù hợp với khu vực gần nhất Cuối cùng, thực hiện giai đoạn xử lý với mục tiêu rõ ràng Kết thúc quá trình là hợp báo tổng kết.
Sắp xếp các vật dụng cần thiết đúng vị trí giúp dễ dàng lấy ra sử dụng Khi làm việc, việc sắp xếp hợp lý không chỉ tăng hiệu suất mà còn giảm thiểu thời gian tìm kiếm Nguyên tắc sắp xếp bao gồm: nhóm các vật dụng liên quan lại với nhau; mỗi vật dụng nên có một địa chỉ riêng; các vật dụng cần thiết nên được sắp xếp theo hệ thống dễ nhớ; từ vật dụng dễ nhìn thấy, giúp giảm thiểu thời gian tìm kiếm; và các dụng cụ thường xuyên sử dụng nên được để gần người sử dụng.
Sạch sẽ là việc vệ sinh và kiểm tra toàn bộ không gian làm việc Công việc này bắt đầu bằng việc xác định đối tượng cần làm sạch, tổng hợp các đối tượng có nguyên tắc và trình tự làm sạch riêng Sau khi xác định phương pháp làm sạch, cần tiến hành thực hiện và lặp lại công việc này định kỳ để duy trì sự sạch sẽ.
Để duy trì môi trường làm việc gọn gàng và ngăn nắp, cần thực hiện quy trình 3S (Sàng lọc, Sắp xếp, Sạch sẽ) tại nơi làm việc Mỗi cá nhân có trách nhiệm đối với khu vực làm việc của mình và các thiết bị máy móc Việc kiểm tra và đánh giá định kỳ là cần thiết để đảm bảo hiệu quả làm việc và nâng cao năng suất.
Sẵn sàng là một yếu tố quan trọng trong việc nâng cao hiệu quả công việc, đặc biệt trong các hoạt động như: kết nối, xây dựng hệ thống ghi nhận thông tin, và phát triển hệ thống đánh giá, khen thưởng.
ánh giá l i quy trình hi u ch nh
ánh giá hi u ch nhl i quytrình s phù h pv i th ctr ng,đ ctr ng c a công ty.
ng d ng tr ng h p c th
Tri n khai áp d ng vào m ts b ph nc a công ty
B ctri n khaiáp d ng theo quy trình tri n khai.
ánh giá hi u ch nh
Xem xét ki m tra l i t i các b ph n đư tri n khai
Ti nhành đ a ra các ý t ng c i ti n m i.
K t lu n và ki n ngh
a ra nh n xét v k tqu và m t s ki nngh cho công ty.
a ra đ nhh ng pháttri nđ n mô hình s nxu ts ch h n.
Qu n lý b ng công c tr c quan (Visual Management)
Các hệ thống quản lý bằng công cụ trực quan cho phép công nhân dễ dàng tiếp cận thông tin về quy trình sản xuất, tiến độ và các thông tin quan trọng khác, giúp nâng cao hiệu quả làm việc Trong trường hợp cần cải tiến quy trình, việc trình bày trực quan giúp hiểu rõ hơn về quy trình phức tạp, bao gồm các bước thao tác đúng, cách thực hiện chính xác cho từng động tác, cũng như các mối quan hệ bên trong và bên ngoài giữa các hoạt động và các tác nhân khác Các công cụ trực quan thường được thể hiện qua các bảng hiển thị trực quan, các bảng kiểm soát bằng trực quan và các chỉ dẫn bằng hình ảnh.
2.3 Chu trình Shewhart ậc iăti n liên t c
Chu trình Shewhart [4], hay còn g i là chu trình PDCA, làm m t trong ph ng pháp c iti n bao g m4 giai đo n (hình 2.1):
Bước đầu tiên trong quá trình cải tiến là nghiên cứu hiện trạng và xác định mục tiêu cải tiến Sau đó, lập kế hoạch cho quá trình cải tiến Tiếp theo, triển khai kế hoạch đã đề ra Cần kiểm tra xem việc triển khai có đúng theo kế hoạch hay không và có đạt được mục tiêu đã đề ra hay không Nếu không đạt được mục tiêu, cần điều chỉnh các giải pháp để đạt được mục tiêu Khi đã đạt được mục tiêu, hệ thống sẽ được điều chỉnh theo chu trình Shewhart, đánh dấu một vòng quay hoàn chỉnh, tiếp tục cải tiến để đạt được các mục tiêu cao hơn, đảm bảo quá trình cải tiến diễn ra liên tục.
Hệ thống kho là phần không thể tách rời của các tịch cục sản xuất hay dịch vụ Lưu kho nghĩa là chứa các sản phẩm trong trạng thái chờ sẵn sàng và có thể thực hiện khi cần lưu trữ nguyên vật liệu, sản phẩm hay thiết bị Nên lưu kho theo từng đơn vị SKU (Stock Keeping Unit) để quản lý hiệu quả.
Keeping Unit), là đ n v v t lỦ nh nh t ch as nph m mà t ch cqu n lý
Mục tiêu của nghiên cứu về trí thông minh kho là cải tiến hóa quy trình lưu trữ, nhằm đáp ứng nhu cầu của khách hàng và cải thiện dịch vụ Điều này bao gồm việc xem xét các yếu tố như nguồn lực, không gian, thiết bị và nhân lực hoạt động trong kho Kích thước của kho cũng phụ thuộc vào một số thông số như lượng nhập, năng suất, chi phí và biến đổi, từ đó quyết định phương pháp lưu kho và thiết bị trong kho chứa.
CH NG 3: IT NG NGHIÊN C U 3.1 T ng quan công ty
Tsurumi Pump là một công ty sản xuất công nghiệp với hơn 90 năm kinh nghiệm trong lĩnh vực sản xuất và kinh doanh các sản phẩm máy bơm nước Công ty có nhà máy sản xuất tại 45 quốc gia trên toàn thế giới và trụ sở chính tại Osaka, Nhật Bản Năm 2017, Công ty TNHH Tsurumi Pump Việt Nam, với 100% vốn đầu tư Nhật Bản, đã được thành lập tại Khu công nghiệp Hiệp Phước, nhằm thực hiện chiến lược xây dựng nhà máy sản xuất tại Việt Nam.
Sau 2 năm hoạt động ổn định tại Khu Kinh tế Việt Nhật, Tsurumi Pump đã quyết định mở rộng sản xuất kinh doanh bằng cách xây dựng nhà máy mới tại Lô D6 thuộc giai đoạn 2 của Khu công nghiệp Hiệp Phước Nhà máy Tsurumi Pump Việt Nam chính thức khởi công xây dựng vào ngày 15 tháng 11 năm nay.
Hình 3.1: V trí t a l c c a công ty Tsurumi Pump Vi t Nam
Hình 3.2: Hình nh công ty Tsurumi Pump Vi t Nam
Nhà máy sản xuất máy bơm Tsurumi Pump Việt Nam có diện tích 3.8 ha và khả năng sản xuất lên đến một triệu chiếc máy bơm mỗi năm Nhà máy tọa lạc tại Khu công nghiệp Hiệp Phước giai đoạn 2, nơi tập trung nhiều doanh nghiệp Nhật Bản, bao gồm cả Khu công nghệ Việt Nhật và Công ty Unika Việt Nam.
Khu công nghiệp Hiệp Phước tại Trà Cú, Bạc Liêu, đang chứng kiến sự phát triển mạnh mẽ với công suất sản xuất đạt trên 20.000 đơn vị mỗi năm Tsurumi Việt Nam đóng góp vào sự phát triển này với các sản phẩm máy bơm có công suất lên đến 75kW và chiều cao cột nước đạt 500mmH.
Công ty Tsurumi Pump Việt Nam sản xuất các dòng máy bơm xây dựng như KRS, NKZ và GPN, cùng với các dòng máy B, C và BZ được sản xuất tại Việt Nam Nhà máy tại Việt Nam không chỉ đáp ứng nhu cầu nội địa mà còn cung cấp sản phẩm cho các thị trường khác của tập đoàn Tsurumi Cơ sở vật chất hiện đại của nhà máy cho phép sản xuất linh hoạt, đảm bảo chất lượng sản phẩm Nhà máy bao gồm các khu vực như xưởng gia công khí, khu lắp ráp, kho nguyên liệu và kho thành phẩm, cùng với văn phòng và phòng thiết kế hiện đại.
3.2 Phân tích đ it ng nghiên c u.
3.2.1 Kho nguyên li u: t ch c s n xu t thì khu Qu n lý kho có 5 công nhân, 1 t tr ng và 1 th kho Trong đó, các nhân viên có kinh nghi m t 1 đ n 2 n m
B ph n qu n lỦ kho đang có nh ng v n đ còn t n t i nh phân lo i, s p x p, qu n lỦ tr c quan,v n đ s ch s , v n đ v con ng i Cácv n đ s đ c trình bày các m c sau: a V n đ 1: Phân lo i và s p x p
Vị trí làm việc cần có quy định rõ ràng, bao gồm việc ứng dụng vật tư và vị trí lắp đặt Nguyên liệu và vật liệu, bán thành phẩm đầu vào, cũng như các chi tiết như stator, rotor, shaft, và cánh bơm cần được bố trí một cách rõ ràng Việc lắp ráp các sản phẩm này hoàn toàn phụ thuộc vào kinh nghiệm của công nhân Khi gặp khó khăn trong việc lắp đặt, quy trình này sẽ trở nên phức tạp hơn Nguyên vật liệu và các bộ phận máy bơm cần được lắp ráp chính xác Hình ảnh minh họa cho thấy các vòng đệm với kích thước khác nhau, được lắp đặt cùng với các ống co nhiệt.
Hình 3.5 Nguyên li u l p ráp máy b m đ tr n l n vào nhau Nguyên v t li u đóng gói v t b a bưi không dán nhưn, th kho và không đ trên pallet
Hình 3.6 Nguyên li u đóng gói đ lên sàn kho, không ghi Th kho
H p hàng ch a vòng đ m thì l i ch a đ u n i cách nhi t l i này phát sinh do công nhân kho hoàn tr l i đ n hàng t m d ng s n xu t nh ng l i đ sai v trí ban đ u.
Hình 3.7 Thùng hàng đ u n i cách nhi t l i ch a vòng đ m
Mất nguyên liệu do rác bám móp là kết quả của việc bể đập sai vị trí, khiến bơm casing (một vật liệu khác) bị đè lên trong quá trình thu gom Hậu quả là nó bị lẫn vào hàng OK và không được dán nhãn nhận biết.
Hình 3.8 Vòng l c rác b bóp méo do b v t li u n ng ch ng đèHình nh tr c shaft b tr y s t do ma sát v i s t s t, mi ng bìa carton bên ngoài đư b kéo ra.
Hình 3.9 Tr c shaft b tr y s t do ma sát v i s t s t ch a
Để nâng cao hiệu quả quản lý kho, cần đầu tư vào hệ thống lưu trữ hàng hóa một cách khoa học và hiện đại Việc này không chỉ giúp cải thiện quy trình làm việc mà còn tận dụng tối đa trí tuệ và kinh nghiệm của nhân viên Hệ thống cần được thiết kế để tối ưu hóa không gian và đảm bảo hàng hóa được sắp xếp một cách hợp lý, từ đó nâng cao năng suất làm việc trong kho.
Hình 3.10 cho thấy tình hình hàng hóa vào một số trạng thái không biểu thị Ghi nhận các số liệu chất lượng từ tháng 3/2020 đến tháng 8/2020 đã mang đến cho ban quản lý nhiều bài toán cần giải quyết trong nội bộ nhà máy Những số liệu này liên quan đến tồn kho hàng, chuyển sản xuất thành hàng trực tiếp đến tiến độ giao hàng, nhằm đảm bảo sự hài lòng của khách hàng.
B ng 3.1 T n su ts c ch t l ng liên quan đ n Kho nguyên li u
1 Kho nguyên li u ki m không ra hàng t i th i đi m c n xu t theo k ho ch.
2 Kho nguyên li u xu t hàng ch t l ng không đ t yêu c u.
3 Kho nguyên li u b m t hàng, hàng hóa th c t khác v i s l ng trên s sách k toán ki m kê.
4 Chuy n l p ráp l p nh m nguyên li u vào máy b m.
5 Xe nâng b ch y nh t b o trì 1 0 0 0 0 1 2 N i b ;
6 QC dán nh m tem nhãn công su t cho máy b m
8 Kho thành ph m giao nh m hàng cho khách
Hình 3.11: Bi u đ Pareto v t n su t s c ch t l ng có liên quan đ n Kho
Nh v y, n u đ m d a trên s tr ng h p phát sinh c a b ph n di n ra s c , ta nh n th y 303/326 tr ng h p thu c v b ph n Kho nguyên li u, chi m t l 92.94% toàn b s c ch t l ng c a nhà máy
V nđ v qu nlí tr c quan àà V nđ v tr c quan hóa quy trình
Vào mùa cao điểm, việc quản lý kho nguyên liệu trở nên khó khăn do sự gia tăng công nhân mới và quy trình kiểm soát không rõ ràng Điều này dẫn đến việc đào tạo công nhân mới gặp nhiều khó khăn, làm tăng rủi ro trong quá trình vận hành kho Do đó, cần có sự cải thiện trong quản lý và tìm kiếm giải pháp hiệu quả để tối ưu hóa quy trình này.
Các nguyên liệu đầu vào, sản phẩm quy trình, công cụ, dụng cụ và nhiên liệu tiêu hao cần được quản lý chặt chẽ Kho nguyên liệu đầu vào không được đánh dấu, nhưng cần có hệ thống trực quan để dễ dàng tìm kiếm và quản lý Việc lưu trữ và trả về nguyên liệu đúng vị trí là rất quan trọng để đảm bảo hiệu quả trong quá trình sản xuất Quản lý trực quan giúp nhận diện những nguy hiểm và chỉ dẫn trong vận hành.
H th ng kho
Hệ thống kho là phần không thể tách rời trong các hoạt động sản xuất và dịch vụ Lưu kho có nghĩa là chứa đựng các sản phẩm ở trạng thái chờ đợi và có thể được thực hiện khi cần lưu trữ nguyên vật liệu, sản phẩm hoặc thiết bị Việc lưu kho được tổ chức theo từng mã SKU (Stock Keeping Unit) để quản lý hiệu quả.
Keeping Unit), là đ n v v t lỦ nh nh t ch as nph m mà t ch cqu n lý
Mục tiêu của nghiên cứu về trí thông minh nhân tạo trong kho là cải tiến hóa quy trình hoạt động nhằm đáp ứng nhu cầu của khách hàng và cải thiện dịch vụ Điều này bao gồm việc tối ưu hóa nguồn lực, không gian, thiết bị và nhân lực trong nhà kho Kích thước của kho chứa cũng phụ thuộc vào nhiều yếu tố như năng suất, chi phí và quy trình quyết định phương pháp lưu kho và thiết bị trong kho.
T ng quan công ty
Gi i thiêu
Tsurumi Pump là một công ty sản xuất công nghiệp có hơn 90 năm kinh nghiệm trong lĩnh vực sản xuất và kinh doanh các sản phẩm máy bơm nước Công ty có nhà máy sản xuất tại 45 quốc gia trên toàn thế giới và trụ sở chính tại Osaka, Nhật Bản Năm 2017, Công ty TNHH Tsurumi Pump Việt Nam với 100% vốn đầu tư Nhật Bản đã được thành lập tại Khu công nghiệp Hiệp Phước, đánh dấu bước tiến chiến lược trong việc xây dựng nhà máy sản xuất.
Sau 2 năm hoạt động ổn định tại Khu Kinh Tế Việt Nhật, Tsurumi Pump đã quyết định mở rộng sản xuất kinh doanh bằng việc xây dựng nhà máy mới tại Lô D6, giai đoạn 2 của Khu công nghiệp Hiệp Phước Nhà máy Tsurumi Pump Việt Nam chính thức khởi công xây dựng vào ngày 15 tháng 11 năm nay.
Hình 3.1: V trí t a l c c a công ty Tsurumi Pump Vi t Nam
Hình 3.2: Hình nh công ty Tsurumi Pump Vi t Nam
Nhà máy sản xuất máy bơm Tsurumi Pump Việt Nam có diện tích 3.8 ha, với khả năng sản xuất hàng triệu chiếc máy bơm mỗi năm Nằm trong cụm các doanh nghiệp Nhật Bản tại Khu công nghiệp Hiệp Phước giai đoạn 2, nhà máy bao gồm các doanh nghiệp Nhật Bản thuộc khu kinh tế Việt Nhật và Công ty Unika Việt Nam Nhà máy tọa lạc ngay "mặt tiền" ngõ.
Khu công nghiệp Hiệp Phước tại Trà Cú Nam có công suất sản xuất đạt hơn 20.000 đèn và máy bơm, trong đó Tsurumi Việt Nam cung cấp các sản phẩm với công suất lên đến 75kW và chiều cao cột nước là 500mmH.
Công ty Tsurumi Pump VN sản xuất các dòng máy bơm xây dựng như KRS, NKZ và GPN, cùng với các dòng bơm khác như B, C và BZ tại Việt Nam Nhà máy được trang bị công nghệ hiện đại, cho phép sản xuất linh hoạt và đáp ứng nhu cầu của các thị trường khác trong tập đoàn Tsurumi Nhà máy không chỉ cung cấp sản phẩm chất lượng cao mà còn góp phần vào sự phát triển của ngành công nghiệp bơm tại Việt Nam Hình 3.4 mô tả bố trí nhà máy với các khu vực như xưởng gia công, khu lắp ráp, kho nguyên liệu và kho thành phẩm, cùng với văn phòng và phòng thiết kế.
Phân tích đ i t ng nghiên c u
Kho nguyên li u
t ch c s n xu t thì khu Qu n lý kho có 5 công nhân, 1 t tr ng và 1 th kho Trong đó, các nhân viên có kinh nghi m t 1 đ n 2 n m
B ph n qu n lỦ kho đang có nh ng v n đ còn t n t i nh phân lo i, s p x p, qu n lỦ tr c quan,v n đ s ch s , v n đ v con ng i Cácv n đ s đ c trình bày các m c sau: a V n đ 1: Phân lo i và s p x p
Vị trí làm việc cần có quy định rõ ràng, bao gồm việc ứng dụng vật liệu và phương pháp lắp ráp Nguyên liệu và các thành phần như stator, rotor, shaft, và cánh bơm phải được sắp xếp một cách cụ thể Việc lắp ráp các sản phẩm này phụ thuộc hoàn toàn vào kinh nghiệm của công nhân Khi có sự cố xảy ra, việc lắp ráp và xử lý các vấn đề này sẽ trở nên khó khăn hơn Nguyên vật liệu và các thiết bị máy bơm cần được kết nối chính xác Hình ảnh minh họa cho thấy các vòng đệm với kích thước khác nhau, được sử dụng kèm với các ống co nhiệt.
Hình 3.5 Nguyên li u l p ráp máy b m đ tr n l n vào nhau Nguyên v t li u đóng gói v t b a bưi không dán nhưn, th kho và không đ trên pallet
Hình 3.6 Nguyên li u đóng gói đ lên sàn kho, không ghi Th kho
H p hàng ch a vòng đ m thì l i ch a đ u n i cách nhi t l i này phát sinh do công nhân kho hoàn tr l i đ n hàng t m d ng s n xu t nh ng l i đ sai v trí ban đ u.
Hình 3.7 Thùng hàng đ u n i cách nhi t l i ch a vòng đ m
Mất nguyên liệu lạc ra do băng tải sai vị trí, khiến bơm casing (một vật liệu nặng khác) đè lên trong quá trình picking Điều này dẫn đến việc nguyên liệu bị lẫn vào hàng OK mà không được dán nhãn nhận biết.
Hình 3.8 Vòng l c rác b bóp méo do b v t li u n ng ch ng đèHình nh tr c shaft b tr y s t do ma sát v i s t s t, mi ng bìa carton bên ngoài đư b kéo ra.
Hình 3.9 Tr c shaft b tr y s t do ma sát v i s t s t ch a
Để tối ưu hóa quy trình nhập liệu hàng hóa, cần sử dụng một hệ thống quản lý kho hiệu quả, không chỉ dựa vào các biểu mẫu truyền thống mà còn kết hợp trí tuệ nhân tạo và kinh nghiệm của nhân viên Việc này sẽ giúp cải thiện độ chính xác và hiệu suất trong việc theo dõi hàng hóa, từ đó nâng cao hiệu quả vận hành kho.
Hình 3.10 minh họa việc lưu trữ hàng hóa vào một hệ thống không biểu thị Ghi nhận các số liệu chất lượng từ tháng 3/2020 đến tháng 8/2020 đã đưa ra cho ban quản lý nhiều bài toán cần giải quyết trong nội bộ nhà máy Những số liệu này có ảnh hưởng đến tồn kho, quy trình sản xuất và khả năng giao hàng, từ đó ảnh hưởng đến mức độ hài lòng của khách hàng.
B ng 3.1 T n su ts c ch t l ng liên quan đ n Kho nguyên li u
1 Kho nguyên li u ki m không ra hàng t i th i đi m c n xu t theo k ho ch.
2 Kho nguyên li u xu t hàng ch t l ng không đ t yêu c u.
3 Kho nguyên li u b m t hàng, hàng hóa th c t khác v i s l ng trên s sách k toán ki m kê.
4 Chuy n l p ráp l p nh m nguyên li u vào máy b m.
5 Xe nâng b ch y nh t b o trì 1 0 0 0 0 1 2 N i b ;
6 QC dán nh m tem nhãn công su t cho máy b m
8 Kho thành ph m giao nh m hàng cho khách
Hình 3.11: Bi u đ Pareto v t n su t s c ch t l ng có liên quan đ n Kho
Nh v y, n u đ m d a trên s tr ng h p phát sinh c a b ph n di n ra s c , ta nh n th y 303/326 tr ng h p thu c v b ph n Kho nguyên li u, chi m t l 92.94% toàn b s c ch t l ng c a nhà máy
V nđ v qu nlí tr c quan àà V nđ v tr c quan hóa quy trình
Vào mùa cao điểm, việc quản lý kho nguyên liệu trở nên khó khăn do sự gia tăng lượng hàng hóa và sự cần thiết phải đào tạo công nhân mới Quy trình kiểm soát hàng hóa không rõ ràng có thể dẫn đến nhiều vấn đề trong quá trình vận hành kho Do đó, việc cải thiện quy trình quản lý và tìm kiếm giải pháp hiệu quả là rất cần thiết để nâng cao hiệu suất làm việc và đảm bảo sự ổn định trong kho nguyên liệu.
Các nguyên liệu đầu vào, sản phẩm quy trình, công cụ, dụng cụ và nhiên liệu tiêu hao cần được quản lý chặt chẽ Kho nguyên liệu đầu vào không được đánh dấu, nhưng cần hiện thị trực quan để dễ dàng tìm kiếm và quản lý Việc lưu trữ và trả về đúng vị trí là rất quan trọng Quản lý trực quan giúp nhận diện những nguy hiểm, chỉ dẫn và vận hành hiệu quả.
Các vùng nguy hiểm trong khu vực máy băm hủy, máy cắt dây đai hàng và các công tắc cần được chú ý và có cảnh báo rõ ràng Máy cắt dây đai đóng gói là dụng cụ cần thiết giúp dây không bị bung đầu khi sử dụng, đảm bảo an toàn trong quá trình vận hành.
V à à à ch a có m t bi n c nh báo nguy hi m ho c ch d n v nhành (hình 3.12) Các b ng đi n, công t c đ u dây nguy hi m và ch a có nh ng đánh d u, h ngd nan toàn s d ng (hình 3.13)
Hình 3.13 Các đi nch ag nch d n b.V nđ v v sinh
Khu vực kho nguyên liệu được phân công cho 2 công nhân thực hiện vệ sinh hàng ngày, mất khoảng 20 - 25 phút cho toàn bộ khu vực rộng 120 x 60m Tuy nhiên, thời gian vệ sinh lại kéo dài do quá trình nhập xuất nguyên liệu thô và vận chuyển sản phẩm gây ra nhiều rác thải, làm bụi bẩn tích tụ trên sàn Công nhân thường phải dành thêm thời gian để sắp xếp các vật dụng trước khi tiến hành vệ sinh Ngoài việc vệ sinh hàng ngày, khu vực kho hàng cũng được tổng vệ sinh từ 1-2 ngày một lần khi có đoàn kiểm tra hoặc khách tham quan Tuy nhiên, công nhân chưa có ý thức giữ gìn vệ sinh một cách tự giác cho toàn bộ khu vực.
Vấn đề tiền lương của công nhân luôn được các công ty quan tâm, vì chất lượng sản phẩm và năng suất làm việc phụ thuộc hoàn toàn vào công nhân Nhiều vấn đề liên quan đến chính sách tiền lương, phúc lợi và hoạt động sản xuất đang được nghiên cứu, tập trung vào các yếu tố ảnh hưởng trong hoạt động sản xuất Các yếu tố và nguyên nhân có thể bao gồm:
Khu vực làm việc không rõ ràng có thể gây ra nhiều khó khăn cho công nhân lái xe nâng, đặc biệt là trong không gian hạn chế Điều này dẫn đến tình trạng khó khăn trong việc di chuyển và kiểm soát tốc độ của xe nâng.
Công nhân cần bảo vệ môi trường làm việc của họ do những đóng góp quan trọng từ các nguồn tài nguyên thiên nhiên Việc này không chỉ giúp duy trì sự ổn định trong công việc mà còn đảm bảo rằng công nhân thực hiện đúng nhiệm vụ được giao.
Theo kinh nghi m qu n lí h có th t ng n ng su tt 10 - 30 %
Theo quy định, công nhân bắt đầu làm việc lúc 8h00 sáng và kết thúc vào 17h Trong suốt thời gian làm việc, không có thời gian để trao đổi ý tưởng, điều này dẫn đến việc nhân viên chưa xây dựng được tinh thần làm việc nhóm Công nhân phải làm việc theo lệnh điều động từ thượng cấp mà không có sự chủ động trong công việc của mình.
Kho chứa thành phẩm đạt 80% sản phẩm được đóng thùng hoàn thiện, với 74 mã thành phẩm đang được lưu trữ Việc quản lý kho gặp nhiều khó khăn do số lượng chi tiết lớn Các quy trình và vận hành kho cần được cải thiện để đảm bảo hiệu quả quản lý và tối ưu hóa không gian lưu trữ.
Kho nguyên liệu có diện tích 100 x 60 m, với chiều cao tối đa 6 m và lối đi rộng 2,5 mét Tỷ lệ không gian sử dụng đạt 43,74% Thông tin chi tiết về khu vực kho được thể hiện rõ trong hình 3.14.
Quy trình xu tnh p trong kho (b ng 3.1) nh sau:
- Tr cti p v n chuy n: Các nguyên v tli u, v t t khu giao nh n nguyên v t li u, khu s nxu t đ n khu v cKho nguyên li uđ cl p ráp tr cti p không l u kho
- Hàng hóa l u kho t m: Các v tt đ c l u kho t m 1 ph nho c là hoàn toàn khi nh p hàng hóa sau, sau đó, trongth i gian ng ns đ cl y và xu t rakhu v c Chuy n s n xu t
- Hàng hóa đ c l u kho c đ nh: Hàng hóa, v t t nh p vào kho đ l u tr , sau đó đ c xu t ra theo l nh s n xu t c a công ty
B ng 3.2 S đ quy trình xu t nh p kho
Khu s n xu t Nh p B trí L u L y Xu t Khu l p ráp máy
Ph ng pháp l u tr trong kho
Hàng hóa trong kho rất đa dạng về kích thước, chủng loại và nguồn gốc, điều này ảnh hưởng đến việc tổ chức lưu trữ hàng hóa Các sản phẩm này, mặc dù có nguồn gốc và SKU khác nhau, nhưng có thể được phân chia thành hai nhóm chính.
Các v n đ còn t n t i Kho thành ph m
Trong kho, việc quản lý không gian lưu trữ là rất quan trọng để tối ưu hóa hiệu quả sử dụng Các dạng container được sử dụng để xuất khẩu hàng hóa, và các thành phẩm cần được sắp xếp hợp lý để dễ dàng tìm kiếm Thiết kế kho cần phải được cân nhắc kỹ lưỡng nhằm giảm thiểu thời gian tìm kiếm và nâng cao khả năng quản lý hàng tồn kho.
Nguyên vật liệu trong kho thường không được phân loại rõ ràng theo từng nhóm và khu vực, dẫn đến khó khăn trong việc quản lý, di chuyển và sắp xếp hàng hóa Nhiều mặt hàng có kích thước lớn, chiếm không gian lên đến 30 cm, trong khi việc sắp xếp không hợp lý gây ra vấn đề kiểm soát thời hạn sử dụng hàng hóa Một số loại hàng hóa có thể bị bỏ quên do không tìm thấy hoặc không được quan tâm, gây thiệt hại Theo báo cáo kiểm kho vào năm 2020, có 8 loại hàng hóa hư hỏng được phát hiện do lưu trữ sai cách Thêm vào đó, cách sắp xếp không hợp lý còn làm giảm không gian lưu trữ trong kho, và vẫn còn nhiều hàng hóa không được đặt đúng nơi quy định, dẫn đến việc mất thời gian khi cần tìm kiếm.
Hình 3.15 S t s t dùng xu t ch a hàng không đ c quy đ nh ch đ t sau khi s d ng Hàng hóa nhi u nh ng ch a đ c s p x p g n gàng, theo FIFO
Hình 3.16 cho thấy thành phẩm không được bố trí gọn gàng, gây khó khăn cho việc di chuyển của xe nâng và ảnh hưởng đến quy trình FIFO trong kho Hàng hóa được xếp chồng lên nhau, không có khoảng cách hợp lý, và thiếu không gian xoay đầu cho xe nâng, dẫn đến sự bất tiện trong quản lý kho.
Hình 3.17 Hàng hóa nhi u không có l i vào cho xe nâng Nhà kho còn nhi u khu v c nh ch a g n gàng, hàng hóa đ l n x n ch a đ a lên k và dán bi u th
Hình 3.18 M t s nguyên li u nh còn đ l n x n d i sàn nhà máy
Các khu vực không được xác định rõ ràng có thể gây khó khăn trong việc quản lý kho hàng Nhân viên kiểm soát kho cần có kinh nghiệm để tìm kiếm và trả lại hàng hóa đúng vị trí Đồng thời, hàng hóa thường có chiều cao không đồng đều và được sắp xếp không hợp lý, dẫn đến việc quản lý kho trở nên phức tạp hơn.
Thành l p ban 5S
Thành l p ban 5S
Ban chỉ đạo 5S được thành lập theo quy trình từ phòng nhân sự, cung cấp hồ sơ nhân viên của công ty Ban giám đốc sẽ đánh giá năng lực từng cá nhân trong công ty để phù hợp với vai trò và chức năng của ban chỉ đạo 5S Sau đó, nhân viên trong ban 5S sẽ được phân công nhiệm vụ và có phần quản lý về rủi ro trong nhân sự.
- cs yquy nc at ng giám đ ctrong ho t đ ng qu nlí c a công ty
- cphép huy đ ngm i ngu n l cc a công ty
- Qu n lí ho tđ ngs nxu tc a công ty nên n m rõ các ho tđ ngs nxu t.
- N n t ng: ào t o chuyên sâu v qu n tr v n hành doanh nghi p
KCS - Làm vi c trong công ty t khi công ty thành l p.
- T ng là công nhân s n xu t, công nhân l p ráp, th kho, ca tr ng, và t tr ngs n xu t.
- Qu n lí các ho t đ ngs n xu t,l u khođ đ mb o ch tl ng s nxu t.
- Có uy tín trong công ty
K s IE - c đào t o bài b n v ho t đ ng 5S và c i ti n
- Ti p c n nhi u quy trình qu n lí, s n xu t
- c đào t o v các công c nh ti p c n h th ng, gi i quy t v n đ , chu n hóa quy trìnhầ b) Các b ph nph tr
Ngoài ban ch đ o 5S thì các phòng ban khác s đóng vai trò h tr đ giúp tri n khai t t 5S
- Phòng nhân s : Xem xét các chính sách mà ban 5S đ a ra
- T tr ng t l p ráp 1,2, nguyên li u, kho, ca tr ng s n xu t: H tr phân tích hi ntr ng, phân tích đánh giá c i ti n, h tr giám sát các ho t đ ng tri n khai
- C đi n: Th c hi n các nhi m v liên quan đ n c đi n nh s a ch a máy móc, ch t o các k , b ng ầ
Phòng thu mua có trách nhiệm phân tích hàng hóa để quyết định mua, bán hoặc cho thuê Quyết định này dựa trên các yếu tố như hiệu quả kinh tế và tác động đến môi trường.
4.1.2 Phân tíchăthu nl i và khó kh n khi tri năkhai 5S
Sau khi thành lập, ban 5S đã hợp tác và đánh giá các thuận lợi và khó khăn trong việc triển khai 5S Môi trường vận hành của doanh nghiệp Nhật Bản, năng lực vận hành của nhân viên, văn hóa doanh nghiệp và người lao động đều ảnh hưởng đến quá trình này Những quan điểm cần thiết trong quá trình triển khai bao gồm việc xác định các giải pháp phát triển hoặc khắc phục Cuối cùng, việc dự đoán các tình huống xảy ra trong quá trình triển khai 5S là rất quan trọng.
Các ho t đ ng ban đ u c a ban 5S a) Ho tđ ng 1:K ho ch, th chi nđào t o vàbu i gi i thi u.
it ngh c: thành viên ban 5S, lãnh đ o.
Nhu c u nâng t m lên chu n qu c t trong m i m t t qu n lỦ đ n v n hành
M c đích: Nâng cao nh n th c, c i thi n môi tr ng làm vi c cho t p th công nhân viên
Làm m i c s v t ch t và t ng ph n hi n th
Làm th nào đ c nh tranh; 7 lo i lãng phí trong doanh nghi p; L chs ra đ i c a lý thuy t 5S; đâu c n 5S; clip 5S b) Ho tđ ng 2: Ban 5S phát đ ng ch ng trình 5S
c ng: 5S là gì; Làm 5S nh th nào; L i ích c a vi c th c hành 5S c) L phát đ ngch ng trình 5S
Chu nb : 1 t m Backdrop treo luôn h itr ng 2 Banner 2m: 1 cái c ng
Kho nguyên li u, 1 cái c ng Kho thành ph m; 1 banner 1m dán l i vào
VP đ truy n thông; Bàn đ i bi u; S tay 4 trang bìa c ng: nhngh a 5S, m ctiêu 5S, ho t đ ng 5S, ban 5S.
T ng giám đ c phát bi u khai m c và ký cam k t th c hi n ch ng trình, tuyên b kh iđ ng ch ng trình 5S
Ban 5S gi i thi u clip v ho t đ ng 5S và các chính sách khen th ng - công nh n Ban 5S phát s tay và h ng d n th chi n cho toàn th công nhân viên.
K t qu
Các ho t đ ng ban đ u c a ban 5S a) Ho tđ ng 1:K ho ch, th chi nđào t o vàbu i gi i thi u.
it ngh c: thành viên ban 5S, lãnh đ o.
Nhu c u nâng t m lên chu n qu c t trong m i m t t qu n lỦ đ n v n hành
M c đích: Nâng cao nh n th c, c i thi n môi tr ng làm vi c cho t p th công nhân viên
Làm m i c s v t ch t và t ng ph n hi n th
Làm th nào đ c nh tranh; 7 lo i lãng phí trong doanh nghi p; L chs ra đ i c a lý thuy t 5S; đâu c n 5S; clip 5S b) Ho tđ ng 2: Ban 5S phát đ ng ch ng trình 5S
c ng: 5S là gì; Làm 5S nh th nào; L i ích c a vi c th c hành 5S c) L phát đ ngch ng trình 5S
Chu nb : 1 t m Backdrop treo luôn h itr ng 2 Banner 2m: 1 cái c ng
Kho nguyên li u, 1 cái c ng Kho thành ph m; 1 banner 1m dán l i vào
VP đ truy n thông; Bàn đ i bi u; S tay 4 trang bìa c ng: nhngh a 5S, m ctiêu 5S, ho t đ ng 5S, ban 5S.
T ng giám đ c phát bi u khai m c và ký cam k t th c hi n ch ng trình, tuyên b kh iđ ng ch ng trình 5S
Ban 5S gi i thi u clip v ho t đ ng 5S và các chính sách khen th ng - công nh n Ban 5S phát s tay và h ng d n th chi n cho toàn th công nhân viên
Hình 4.1: Bu i l phát đ ng ch ng trình 5S
Sàng l c
M c tiêu vi c sàng l c
- T o không gian cho di chuy n và s px pb nglo ib nh ngv td ng không c n thi t ra kh i khu v c Kho nguyên li u và Kho thành ph m
- Lo i b các ngu n nguy hi m nh rác lâu ngày, b i nguyên v t li u, d u b tràn đ
- Ki m soát ch t ch v t t vàthi t b b ngt ng ki m kê và rà soát công vi c.
- T ng không gian làm vi cđ ki msoát và c i thi n môi tr ng làmvi c.
- àot o cho nhân viên đ h ng đ nvi c sàng l c có ch đ ng và Ủ th c t giác.
K ho ch th c hi n
Sàng l c là quá trình th ng xuyên, xuyên su t trong quá trình ho tđ ngc a công ty Trong b cđ u, sàng l c ban đ u đ c chia ra làm 2 đ t chính:
- t 1: Th chi ng nth đ cho các v td ng, t p trung vào vi c di chuy n nh ngv t không c n thi t rakh i khu v c làm vi c; i uch nh các tiêu chu n sàng l c
Trong bài viết này, chúng tôi tập trung vào việc xử lý các vật dụng ngẫu nhiên, đặc biệt là những tiêu chuẩn xử lý sàng lọc Các vật dụng này có giá trị lớn trong khuôn khổ, máy móc và thiết bị Thời gian thực hiện chiến dịch này là 10 ngày.
T ođi u ki ncho b t kì nhân viên nào c ng tham gia vào công vi c sàng l c. àot o cho nhân viên quy trình g nth đ
G n th đ 80% các v t d ng không c n thi t
X lý s b 100% các vât d ng n m trong m c Lo i b ,Tr v đúng ch ,
Nhân s tham gia: Toàn th nhân viên công ty b) t2: Tái th chi ng n th đ trongth i gian 5 ngày
M c đích àot o chocông nhân h ngđ n vi ct giác g n th và x lỦ.
X lý các v t d ngn m trongm c s ach a, bánho c cho thuê
Nhân s tham gia: Toàn nhân viên công ty, công nhân viên th c hành t g nth đ
Ban 5S ti nhành ki m tra và h ng d nl i 1l nn a cho công nhân
Ban 5S x lỦh t hàng hóab g n th
Nhân s tham gia: Toàn th nhân viên công ty Nh ng ch y u là ban 5S
- Ng ith chi n:t tr ng,th kho, ph kho 2nv, t viên l p ráp 2nv
- Ng i giám sát, h ng d n: Th , Long, c
- Ng i ghi s li u ki m kê: H i, Thông
Ki m tra danh m c hàng hóa; In s n 2 b b ng kê ki m kê; H ng d n ghi phi uđóng gói, cách th ctái đóng gói sau khi sàng l c;L p khu th đ ; H ng d n cách ghi th đ
4.Các b c th c hi n (do t t làm)
Thông báo sản xuất trong 1 ngày; Chia thành các nhóm, bao gồm nhóm thực hiện công đoạn và nhóm phụ trách bê và quét dọn; Thu gom, đóng gói lại và tái đóng gói hàng hóa; Phân loại hàng hóa; Vận chuyển hàng đang sử dụng và kho, cũng như hàng gần hết về khu xử lý; Thực hiện báo cáo kiểm kê.
5.Công tác th đ (do ban 5S làm)
Hàng g n th đ c ban 5S chuy n v khu Th đ chung; H p ban 5S; Duy t; X lỦ; Làm báo cáo 5S; Báo cáo s k t rút kinh nghi m.
Ghi nh n hi n tr ng
- Ghi nh nhi ntr ngtr cc i ti n.
- Làm c s so sánh nh ngti n b sau khi tri n khai 5S
- o l ng hi u qu v không gian sau khi sàng l c b) N i dung:
Th chi n ch p hình tr c khi th chi n là một chiến lược quan trọng Người tham gia cần chấp nhận nh hi n tr ng đ ng tại cùng vị trí ch p, với cùng h ng ch p ghi nh n l ihi n tr ng tr c và sau khi sàng l c.
- Ghi nh n các s li u khác nh không gian ch a,th i gian tìm ki mv t d ng,th i gian di chuy n.
Các n i dung b c ghi nh n hi n tr ng c a kho 2 và khu v c L p Ráp 2 c ng nh các khu v c liên quan đ c trình bày ch ng phân tích v n đ
Tiêu chu n g n th đ
a) Quy trình hình thành tiêu chu n sàngl c.
Quy trình hình thành tiêu chu n sàng l cđ ctri n khai theo ba b c: Hình thành,
Ki m tra và Công nh n v i s tham gia toàn b nhân s trong công ty t c p v n hành đ n c p lưnh đ o, cùng v i các b ph n chuyên môn liên quan Quy trình c th đ c th hi n nh hình 4.2 sau:
Hình 4.2 Quy trình hình thành tiêu chu nth đ
N i dung c th các nhi m v đ c mô t b ng 4.2
B ng 4.2 Mô t n i dung các nhi m v trong quy trình hình thành tiêu chu n.
1.1 Ban 5S đ a ra các h ng d n, g i ý đ công nhân hình thành ra các tiêu chu n sàng l c
1.2 Thu các tiêu chu n và các đóng góp s ach a cho phù h pt ng iv n hành sau đó hi u ch nh, tài li u hóa các tiêu chu n Sau đó, ti p t c g i cho ng i v n hành đ ki m tra cho đ n khi đ t.
1.3 Thu các tiêu chu n và các đóng góp, s ach a cho phù h pt qu n lí c p 1 sau đó hi uch nh, tài li u hóa các tiêu chu n.Ti pt cg i cho ng iqu n lí c p 1 đ ki m tra cho đ n khi đ t
1.4 Thu các tiêu chu n, các đónggóp, s ach a chophù h pt qu n lí c p 2sau đóhi u ch nh, tài li u hóa các tiêu chu n Sau đó,ti pt cg i cho ng iqu n lí c p 2 đ ki m tra cho đ n khi đ t.
2.1 Ng i tr c ti p v n hành d a vào các h ng d n c a ban 5S, hình thành tiêu chu n sàng l c cho khu v c mình đangqu n lí Sau đóchuy n cho ban 5S đ ban 5S tài li u hóa tiêu chu n.
2.2 Ti p nh n b tiêu chu n t ban 5S, ki m tra xem b tiêu chu n có đúng v i nh ng n i dung mà ng iv n hành đưđ a ra, n uch a thì hi uch nh và chuy nl i cho ban 5S
N u các tiêu chu n đó hoàn toàn phù h p thì chuy n qua b c 2.3
2.3 Ng i v n hành xác nh n các tiêu chu n b ng vi c kí tên vào b ng tiêu chu n 2.4 B ng tiêu chu n khi đ c ng i v n hành xác nh n tr thành b ng tiêu chu n c s 3.1 Qu n lí c p 1 ti p nh n b tiêu chu n c s t ban 5S, ki m tra xem b tiêu chu n có phù h p,n uch a thì hi uch nh cho đúng.N u các tiêu chu nđó hoàn toàn phù h p thì chuy n qua b c 3.2
3.2 Qu nlí c p 1 xác nh n, kí tên vào b ng tiêuchu n.
3.3 B ng tiêu chu n khi đ cqu n lí c p 1 xác nh ntr thành b ng tiêu chu n th c p 1
4.1 Các b ph n chuyên môn trong công ty xem xét b tiêu chu nth c p 1 đ đ a ra các l i khuyên
5.1 Lưnh đ o c p 2 xem xét b tiêu chu n th c p 1 và các Ủ ki n đóng góp t các b ph n chuyên môn đ xem xét b tiêu chu n này N uch a phù h p thì h ngd n cho ban 5S s ach a(b c 1.3), sau đóti pnh nl i,s ach a và ti pt cki m tra N u đ t thì chuy n qua b c 5.2 5.2 Qu nlí c p 2 xác nh n, kí tên và đóngd u vào b ngtiêu chu n.
5.3 B ng tiêu chu n sau khi đ c qu n lí c p 2 trong công ty thông qua tr thành b n tiêu chu nchính th c và đ cáp d ng trong toàn công ty.
Ng i v n hành: Công nhân viên tr c ti p th c hi n công vi c t i khu v c làm vi c
Qu n lí c p 1: Các t tr ng, ca tr ng
Các b ph n ph tr : Phòngc đi n, phòng nhân s , phòngkinh doanh, phòng k thu t.
Qu n lí c p 2: Ban giám đ cc a công ty
Quy trình thay đổi tiêu chuẩn trong hoạt động 5S yêu cầu ban 5S thu thập thông tin và báo cáo trực tiếp cho ban lãnh đạo mà không cần thực hiện tuần tự các bước Quyết định cuối cùng thuộc về ban lãnh đạo Các tiêu chuẩn sàng lọc cũng cần được xem xét và cập nhật kịp thời.
Các v td ng cá nhân: Trang ph c, túi sách, móc chìa khóa, đi n tho i ầ cá nhân t x lý sau đó đ t t cá nhân, không đ t n i làm vi c
Chứng nhận iv t bao g m bao gồm các nguyên liệu, vật tư mua ngoài, chi tiết động cơ, các thành phần máy bơm, máy móc và thiết bị, công cụ, bao bì, tài liệu và rác thải.
Lý do g nth đ là: Nguyên nhân mà v t t b g n th đ bao g m: Không s d ng, ch a dùng đ n, h h ng, b l i; c ho c h t h n s d ng, d ng c đ t sai v trí
Trong đó c th các tiêu chu n đ c t ng h p và th ng kê b ng 4.3 và b ng 4.4:
Không s d ng Các d ng c , thi t b , v t t do chuy n đ i công ngh , thay đ i m u mã s n ph m nên không s d ng n a
Các lo i v tt v t quá các th i gian sau thì đ cg i làkhông s d ng:
Th i gian gi a 2 l n nh p hàng t 1 ậ 2 ngày: 1 tháng
Th igian gi a2 l n nh p hàng t 1 ậ 2 tháng: 6 tháng
Th igian gi a2 l n nh p hàng t 3-5 tháng: 1 n m.
Th i gian gi a2 l n nh phàng t 6 tháng -1 n m: 18 tháng.
H t h n C n c vào h n s d ng ghi trên bao bì c a s n ph m
H h ng, b l i Hàng hóa b h h ng khôngdùng đ c.
Sai ch Hàng hóa đ t sai v trí so v i quy đ nh c a công ty
Trong kho nguyên liệu hiện có 76 chi tiết motor đang được lưu trữ, kèm theo danh sách cụ thể Việc xuất tủ kho nguyên liệu vào khu lắp ráp diễn ra hàng ngày để đáp ứng nhu cầu sản xuất, do đó, phần lớn chi tiết vẫn cần được giữ lại trong kho.
- Các v tt nh p quá k ho ch s nxu tho c công su t c a kho
- Máy móc và thi t b : Các d ng c m n t các khu v c khác đ x d ng nh thang máy, c a, ki m c t ầ nh ng ch a dùng đ n thì đ t khu v c đ m trong kho
- Tài li u: Hóa đ n xu t nh p kho v t quá nhu c u h ng tháng c a kho nguyên li u C th : V t quá 200 phi u kho/ tháng (t ng đ ng 4 h p phi u kho)
- Công c :Phân lo i theo t n su ts d ng:
+ Các công c ph c v cho công vi c h ng ngày thì đ t t i n i làm vi c
+ Các công c có t n su t s d ng 1 l n tu n thì đ t kho
* Các chi ti tmotor máy b mđ cxu t vào khu Chuy n l p ráp tùy theo
SKU c am ilo i chi ti t,t tr ng và th kho ph ih pđ chu n hóa SKU c a các chi ti t trong kho
Các hàng hóa thu c danh m c sau thì gi đúng v trí hi n t i
- Các d ng c b oh lao đ ng.
- Các thi t b an ninh nh : camera, còi báo đ ngầ
- Các thi tb liên quan đ n phòng cháy ch a cháy: Bình ch a cháy, cát d p l a các l p ráp
- Các thi t b an toàn đi n c) Tiêu chu nx lý v tth đ
B ng 4.4 Tiêu chu n x lý hàng hóa đ c g n th đ
Lo i b - Hàng hóa, v t t các thi t b b h h ng không có kh n ng tái ch và s ach a.
- Rác phát sinh trong quá trình làm vi c.
- Hàng hóa thu c m c 1 c a m c không s d ng.
Thanh lý ph li u: Phòng kinh doanh quy tđ nh giá bán cho ph li u: Carton; Gi y v n; Bao nh a,nilon; S t, thép, nhôm.
1.B rác: Nh ng th ve chai không ch u mua thì đ rác N u công ty đ rác không ch u thu gom thì t công ty mình đ lên xe t i mang ra bãi rác đ
2 th y: tài li un i b (Ví d ch ngt hóa đ nphi u báocáo s n xu t,th khoầ)ph i đ tkhông đ cbán gi yv n.
Tr v đúngch - Hàng hóa thu c m c ch a dùng
- i h u c ns chuy n các v td ng v đúng v trí d i s h ng d ns p x p c at t ng ph trách khu v c.
- T tr ng t l p ráp motor, T tr ng t l p ráp máy b m, Kho nguyên li u; Kho thành ph m; X ng gia công c khí;
Tr v n i cung c p Bao g m tr v nhà cung c p v t t và khách hàng
- Tr v nhà cung c p bao g m các v tt b l i,b h ngc n nhà cung c pb o hành bao g m: ng cách nhi t, O ring, dây PVCầ
Bán thanh lý cho nội cung cấp là một phương thức hiệu quả để giải phóng hàng tồn kho Những vật tư không còn sử dụng hoặc không đạt tiêu chuẩn có thể được bán lại, giúp giảm thiểu thiệt hại cho công ty Nhân viên mua hàng cần liên hệ và đàm phán khéo léo để đạt được mức giá tốt nhất, có thể giảm đến 50% so với giá gốc.
Trả về khách hàng là quy trình quan trọng trong quản lý sản phẩm Sau khi hoàn tất giao dịch, sản phẩm sẽ được chuyển đến kho lữu trữ của công ty Để thực hiện việc này, đội ngũ cần đảm bảo hàng hóa được đánh dấu rõ ràng và liên hệ với nhà cung cấp để quản lý hàng tồn kho hiệu quả Phòng kinh doanh sẽ phối hợp chặt chẽ với nhà cung cấp trong quá trình trả sản phẩm.
- Bán thanh lý cho khách hàng: Các ph tùng qui cách c có th chào bán cho các đ i lý NV bán hàng liên h chào bán
S ach a - Các v tthu c các m c sau nguyên li u,v tt mua ngoài, chi ti t motor, c m chi ti t stator, thành ph m, bao bì có th s a ch al i đ n gi n, nhanh chóng
Khu v c th đ - Nguyên li u, v t t đ c chuy n đ n m t khu v c nào đó l u kho t m th i nh ng bây gi nó c ng ch a có ch l u tr thì chuy n qua khu th đ
- Máy móc và thi tb , khuôn, công c b h ng, c s đ a vào khu v c th đ
- Nh ng v t b g n th nh ng tr c m t ch a bi t ph i x lý ra sao vì các v n đ liên quan đ n k thu t, tài chính.
Th đ
Thẻ đỏ là công cụ thể hiện các chương trình 5S trong các tổ chức, đặc biệt là ở những công ty quy mô lớn với số lượng vật tư nhiều Việc quản lý và đánh giá hàng hóa cần phải trải qua nhiều cấp độ, do đó thẻ đỏ được coi là một phương tiện giao tiếp hiệu quả giữa các bộ phận và quản lý Công ty đã áp dụng thẻ đỏ trên thị trường như một giải pháp sáng tạo, tùy chỉnh để phù hợp với môi trường vận hành của mình Thiết kế thẻ đỏ của công ty được minh họa trong hình 4.4 và ứng dụng thực tế thể hiện trong hình 4.5.
Hình 4.3 Th đ trong thi t k Hình 4.4 Th đ trên th ct
Chu n b khu th đ
Trong công ty, bên cạnh các kho phục vụ sản xuất, còn có các kho chức năng khác như kho chứa hàng bảo hành cho khách hàng và kho phục phẩm.
Vi c ch n l a khuth đ trung tâm đ cthành l p v i các tiêu chí nh sau:
Khu v cthu nti n đ cáct s nxu t, l práp có th di chuy nv t d ngth đ Tính nđ nh cao, không nhh ngđ n các khu v c khác, có th c đ nh v trí lâu dài
D dàng quan sát, ki m tra và b o qu n t t v t d ng.
V im ctiêu nh trên, ban5S ch n khu v cth đ là khu v c có màu đ nh trên hình 4.6:
G n th đ
D avào tình hình s n xu t c acông ty, ban 5S đ t m ctiêu th đ nh sau:
G n200 th đ trong toàn công ty
X lý 80 % các hàng hóa b g n th b)Quy trình th đ
Quy trình gọn thẻ của công ty được thực hiện theo quy trình như hình 4.7, và hoạt động này được trình bày trong hình 4.5 Trong quy trình này, ban 5S cùng toàn thể nhân viên công ty đều tham gia gọn thẻ và xử lý hàng hóa Công nhân sẽ được ban 5S trao quyền xử lý dựa trên hướng dẫn và chỉ đạo của ban 5S và các trưởng nhóm.
Chiều ngang là các công việc cần hoàn thành nhiệm vụ Chiều dọc là các nhân sự tham gia thực hiện công việc Công nhân vận hành cần quan tâm đến phần việc được trình bày làn công nhân vận hành Tình trạng các tài sản xuất quan tâm phần việc là tình trạng và phần việc của công nhân Ban 5S và lãnh đạo công ty sẽ quan tâm toàn bộ quy trình.
B ng 4.5 Mô t quá trình g nth đ
Ban 5S có vai trò quan trọng trong việc triển khai các quy trình hiệu quả Quy trình này bao gồm các yếu tố như thời gian bắt đầu, thời gian kết thúc, khu vực thực hiện và nhân sự tham gia Tùy thuộc vào thời điểm và tính chất của giai đoạn thực hiện, sẽ có những mục tiêu khác nhau được đặt ra để đảm bảo sự thành công của quy trình.
- t m c tiêu cho ch ng trình là bi n pháp đ m b o ch ng trình luôn đi đúng h ng, vàlà th cđo hi u qu c ach ng trình.
- D avào m c tiêu s có h nggi iquy t c th và h p lý trong t ng tr ng h p.
1.3 - Ban 5S đi g n th khuv cđưđ nh ratr cđó d a vào các tiêu chu n đưđ nh ra tr c đó Các tiêu chu n này đư đ c trình bày trên th đ
- Ví d : V t d ng h h ng, không s d ng n a, không bi t s d ng vào m c đích gì, đ sai ch , ít khi s d ngầ
1.4 - Tr ng ban 5S/ Giám đ c là ng i có quy n cao nh t đ đ a ra bi n pháp x lý cu i cùng đ i v i các v t d ng mang th
- Tr ng ban 5S s ti p nh n các ph n h i t t tr ng đ a ra bi n pháp x lý, chuy n l nh cho t tr ng
1.5 - Ban 5S nh n k tqu t ng h p t t tr ng Sau đóđánh giá k t qu th chi n v im c tiêu đ ra đ xem xét m c đ hi u qu
1.6 - Quá trình th đ là công vi c th c hi n liên t c và g m nhi u đ t Ban 5S s quy t đ nh k t thúc đ t th chi n th đ
2.1 - Khi ban 5S th c hi n công vi c g n th đ thì t tr ng s h tr ban 5S th c hi n vi cg n th đ nhanh chóng.
2.2 - T tr ng ti pnh n Ủ ki nph n h i t công nhân, h tr h gi i quy t cácv t d ng g n th đ
Trong quá trình kiểm tra các Ủ kiện phấn hồi của công nhân, nếu vẫn giữ quyền hạn của trưởng phòng, thì trưởng phòng sẽ có quyền quyết định Nếu không giữ quyền hạn của trưởng phòng, trưởng phòng sẽ không có quyền, hoặc quyền hạn sẽ bị hạn chế, và phải xin ý kiến từ ban 5S.
Sau khi thực hiện các biện pháp 5S hoặc có phương án xử lý, cần theo dõi và đánh giá tình hình làm việc của công nhân Sau khi hoàn thành chiến dịch, việc kiểm tra kết quả là rất quan trọng để đảm bảo hiệu quả và duy trì những cải tiến đã đạt được.
2.5 - T tr ng rà soát l i k tqu th chi n, t ng h p các d li u và báo cáo ban 5S
3.1 Sau khi các v td ng đưđ cg nth đ , côngnhân tr cti p làmvi ct i đós ti p nh n
Công nhân có th đ ngh ban 5S g n th đ vào nh ng v t d ng mà h cho r ng c n sàng l c.
3.2 Công nhân ki m tra v td ngb g n th đ đ có nh ngx lý phù h p.N u công nhân t gi iqu tđ c thì chuy n qua b c 3.4 N u không x lý đ c thì ph ih i ý ki nki n t tr ng b c 3.3
3.4 Công nhân s x lỦ v t d ng mang th , bao g m các công tác sau:
- V td ng cá nhân thì cá nhân t mangc t.
- V t d ng sai ch thì tr v đúng ch
Ng i nào x lỦ v t d ng g n th đ ph i ghi chú các lên các th đ ph c v công tác t ng h p, báo cáo v sau
Các v t d ng saukhi đ csàng l c và x lỦđ cth ng kê theo m u b ng 4.6 và b ng 4.7.
B ng4.6 M ut ng h pv tb g n th
Stt Ngày g n th B ph n Mã ch ng lo i
Ch nglo i Lý do Di ngi i Ng i g n th
1 04/10/21 Kho nguyên li u LR2 VT mua ngoài H h ng, b l i C n 1m b sai quy cách
2 03/10/21 Kho nguyên li u LR31 Chi ti t F1 Ít dùng Rol chén b c ng, hay đ i m u
Ghi chú Ng i duy t Ng i x lỦ Kg
Cái Giá g c Giá tr t n d ng
K t qu
Sau khi th chi n b c sàng l c ban 5Sh p t ng k t các k t qu th chi nđ cnh sau: Cách làm chung: Theo đúng qui trình đư thi t k
- T tc các thành viên trong t cùng làm, t tr ng và thành viên 5S ghi th , đánh giá, xem xét v n đ , báo cáo
Cách x lỦ v t d ng b lo i: Qui đ nh rõ ràng b ng v n b n, nêu ra t t c các tr ng h p kh d Các thu n l i:
- a đi m đ c ch n r ng rưi, ti n l i t p k t, quan sát và h p bàn x lỦ t i hi n tr ng.
- H uh tm ing i hi u cách làm nên ti nđ sàng l c, phânlo i khá t t.
- K t h p v i ho t đ ng ki m kê th ng niên nên vi c rà soát s li u không g p tr c tr c.
- Tr ng phó ban 5S quy t đoán trong ph ng pháp x lỦ, không đ ti p t c t n đ ng Các t nt i
- Làm chung 1 th đ cho nhi u lo i hàng hóa v t d ng d n đ n không t ng h p đ c s li u đ y đ d n đ n đư làm chi ti t
- Nh m l n gi a yêu c u nêu tên mô t hàng và tình tr ng hàng VÍ D : thay vì ph i ghi “tr c shaft r sét NGầ” thì ghi là “hàngr sét”,
- X lý h i ch m k t khi đ c duy t (3 ngày ch a thanh lý xong) do c n liên h v i ng ithu mua, m ctiêu t i đa hóa giá tr thu h i.
Nhóm vận phòng thường xuyên không tuân thủ đúng quy trình sẽ dẫn đến việc xử lý không hiệu quả Điều này có thể gây ra những vấn đề nghiêm trọng, vì sau khi hoàn tất xử lý, không có sự thống kê và đánh giá kết quả một cách đầy đủ.
- Các thành viên 5S v n ch at ođ c thói quen l u l i hình nh TR C - SAU và hi n tr ng, m t dù ai c ng có smartphone
Sau quá trình sàng lọc, có những định nghĩa quan trọng về cách thức kiểm soát hàng hóa, đảm bảo tuân thủ quy định trong việc nhập và xuất hàng Việc này không chỉ giúp quản lý hàng hóa hiệu quả mà còn tạo điều kiện thuận lợi cho quá trình sản xuất và kinh doanh.
Trong tháng 200, tỷ lệ hoàn thành việc sàng lọc trong khu vực kho nguyên liệu đạt 95%, trong khi khu vực kho thành phẩm đạt 80%, và toàn công ty đạt 80% Sau khi xử lý vật tư, tỷ lệ sàng lọc đạt 50% Các số liệu trong các khu vực và phân tích lý do hàng hóa được thể hiện qua bảng 4.8 và bảng 4.9.
Giá trị tài sản được xác định theo nguyên giá và giá thu hồi ước tính đạt lần lượt là 60% và 45% của sàn lọc Cụ thể, giá trị của các hàng hóa bậc nhất là 456,000,000 VNĐ, trong khi giá trị thu hồi ước tính là 28,140,000 VNĐ.
B ng 4.8 S th trong t ng khu v c B ng 4.9 Phân tích các lý do g n th
Các hình nh ho t đ ng hình 4.8, hình 4.9, hình 4.10, hình 4.11
Khu th đ c a công ty đ cchu n b trong khuôn viên c a công ty:
Các v t d ngđ cg n th cáckhu v c.
Kho nguyên li u và l p ráp motor
S p x p
S p x p trong khu v c Kho nguyên li u
Sau khi hoàn thành công việc sàng lọc, ban 5S quyết định lựa chọn các khu vực mẫu để sắp xếp và kèm theo các cải tiến liên quan Ban 5S đã xác định hai khu vực được chọn làm trạm mẫu để tiến hành phân tích, thực hiện chiến thuật điển hình.
M t tr m làm vi c Kho nguyên li u
Khu vực kho thành phẩm là nơi quan trọng trong quy trình sản xuất, nơi lưu trữ các sản phẩm đã hoàn thiện Thời gian chu kỳ của các trạm trong khu vực này được xác định thông qua việc tính toán hàm bù trừ và hiệu suất R của công nhân Việc tối ưu hóa thời gian chu kỳ giúp nâng cao hiệu quả hoạt động và giảm thiểu lãng phí trong quy trình sản xuất.
Trực quan hóa các dòng chảy và quy trình là rất quan trọng cho việc quản lý, giúp xác định và truy vết đúng vị trí, cũng như kỹ thuật sử dụng nhãn và màu sắc để phân loại các loại dòng chảy tương ứng với từng công đoạn.
Hình 4.9 Tr c quan hóa d ng c c m tay Trong đó:
- Trên giá treo d ngc có đánhs t ng ngv it nglo ilàm b ng shadow
- Khi làm vi c xong, công nhân có nhi m v đ t đúng vào v trí, shadow t ng ng c a d ng c 4.2 S p x p trong kho thành ph m
- Phân nhóm theo tính t ng t
Hàng hóa trong kho được quản lý theo bậc sản phẩm, giúp dễ dàng xuất tính và kiểm tra hàng hóa Việc sử dụng bậc sản phẩm cho phép tối ưu hóa không gian và đáp ứng nhu cầu trong mùa cao điểm.
B ng 4.10 T n su t di chuy n và không gian yêu c u c a hàng hóa
Nhóm s n ph m T ngt nsu txu t nh p/ 6 tháng Không gian yêu c u (cm 3 )
- Phân nhóm d avào đ ctính c a hàng hóa
Sau khi hàng hóa đ c phân thành nhóm theo m cđích s d ng thì trong nhóm ti p t cd a vào đ c tính l utr đ d dàng b trí, s px p Hàng hóa trong các b đ c phân lo i nh m u sau:
Hàng hóa được phân loại theo nhiều nhóm khác nhau, bao gồm: bơm và động cơ, với các thành phần như vỏ bơm và động cơ Các mặt hàng như rác thải và nắp đậy cũng cần được chú ý trong quá trình sản xuất Ngoài ra, các sản phẩm như lò xo van và vít van cũng thuộc nhóm hàng hóa này Việc quản lý và kiểm soát hàng hóa là rất quan trọng, đặc biệt trong việc sử dụng nhiều lần so với chu kỳ sử dụng Các sản phẩm như ống bình, seal, và các loại bao bì cũng cần được chú trọng về kích thước và số lượng nhập khẩu, chẳng hạn như bình 2 lít, khóa tay bóp, và tai hồng Cuối cùng, các loại dây, ngành nhựa PVC và vật liệu cách nhiệt cũng là những hàng hóa quan trọng cần được lưu ý.
1.2 Ph ng án b trí kho FiFo nh p tr c xu t tr c a) Các quy t c b trí trong kho
Các hàng hóa trong kho s đ cb trí theo các quy t c, các quy t c này đ c tham kh o ý ki nc ath kho và ban lưnhđ o công ty:
- M ib s nph m là 1 khu v c dành riêng;
- Hàng hóa có s l ng nh pxu t l n đ cl u tr trên các Pallet: máy b m công su t nh , trung bình, đ u b m NKZ, cánh b m, ng x
- Các hàng hóa n ng, khó di chuy nl u trên các s t s t do công ty thi t k : pump casing, motor công su t l n, out cover ầ
- Các hàng hóa còn l ix plên k kho đ t n d ng không gian.
- B trí các b hàng hóa theo t nsu tdi chuy nv ith t u tiên: Stator, Rotor,
- Theo lu t Pareto kho n 85 % t n su t/ nh p xu t phát t Stator và Rotor vì v y khi b trí m t b ng, 2 b này đ c u tiên s p x p tr c
Kho được chia thành hai phần dựa trên chiều sâu của các khu vực phụ thuộc vào đặc điểm kỹ thuật của sàn kho Phần bên trái có chiều sâu 6 mét, trong khi phần bên phải có chiều sâu 4 mét Chiều rộng của kho là 2 mét.
Cần cân nhắc kỹ lưỡng về không gian lưu trữ hàng hóa đa dạng, yêu cầu về diện tích sử dụng (không sử dụng kho), cũng như diện tích chiếm chỗ của sàn Việc áp dụng phương án sử dụng kho cần được trình bày rõ ràng trong phần 4.216.1.1, với cái nhìn tổng quan về các khu vực liên quan.
Sau b c s p x p, v trí hàng hóa đ c dán nhưn đ duy trì v trí và d dàng tìm ki m, tr v t v v trí c
Bảng tên 76 loại vật tư trong kho được thiết kế theo mẫu hình 4.24, với chất liệu làm bảng tên là giấy bìa cứng có thể in và thay thế dễ dàng Bảng tên sẽ được kẹp vào tấm dán bên tên các kho.
Hình 4.9 hiển thị bảng tên các loại hàng hóa trong kho Trên các kệ trong kho, bảng tên của các loại hàng hóa được quy định với màu xanh cho kệ đựng hàng hóa tươi sống và màu đỏ cho kệ hàng an toàn, như thể hiện trong hình 4.10 Các loại hàng hóa được thống kê thành danh mục theo thứ tự A-Z, giúp dễ dàng truy xuất và lấy hàng hóa, như mô tả trong bảng 4.11 Danh sách này được viết trên mica để dễ dàng thay đổi khi nhập xuất hàng.
B ng 4.11 B ng t ng h p hàng hóa trên k
Ngày nh p Tên V trí S l ng Ngày nh p
Stand 3 (15ly) T2-1 ầ /ầầ Long đ n T1-1 ầ /ầầ.
Stand 2 (9ly) T2-1 ầ /ầầ O-ring T3-3 ầ /ầầ.
S d ng các đ ngth ng có đ r ng là 10cm v xác đ nhv trí các k t n kho, các đ ngđi, khu v cđ pallet hàng hóa trên n n đ h ng d nđi l i,đ t hàng hóaK t qu
Sau khi quy đ nhv trí và c iti n thao tác làm vi c.
Việc chuyển đổi từ thao tác công nhân không có chỗ gác tay sang có gác tay giúp giảm thiểu các triệu chứng đau mỏi cột sống và giảm thời gian nghỉ ngơi do đau mỏi Điều này không chỉ cải thiện sức khỏe của công nhân mà còn nâng cao hiệu suất làm việc.
Thao tác bằng nguyên cách tay chuyển sang thao tác bằng di chuyển khéo tay là rất quan trọng, giúp nâng cao hiệu suất làm việc Thời gian thực hiện công việc sau cải tiến đã giảm xuống còn 45.40 giây, tiết kiệm được 10.14 giây, tương ứng với tổng năng suất làm việc tăng lên 18%.
- Các béc h ng đ c b vào trong r đ d dàng gom
- Chuy n t r đ ng béc l n sang r đ ng béc nh có l ng béc là đ ng là 50 béc/ 30 phút nên d dàng ki m soát n ng su tlàm vi cc a công nhân
Sau khi áp dụng phương pháp 5S, công nhân không còn phải thường xuyên đi vào bình phun để điều chỉnh, tiết kiệm thời gian làm việc Ban 5S đã đề xuất cải tiến bằng cách thay thế bơm hơi bằng bơm băng máy, giúp giảm thiểu thời gian lao động Nhờ vào cải tiến này, mỗi công nhân tiết kiệm được 25 phút mỗi ngày, nâng cao hiệu suất làm việc.
B trí l i kho, và cáchình nh tr c quan
- Di chuy n, b c x p hàng b ng pallet nên ti t ki m đ c th i gian b c x p hàng hóa
- D dàng qu n lí và ki m soát s l ng trong kho; Tìm ki m và l yv t d ngc n thi tnh qu n lí tr c quan
- C i thi n s thông thoáng trong kho
- Các v t d ng đ c t ch c thành t ng b đ l u tr
- Tái b trí và t nd ngchi u cao c a kho theo ph ng án 2 đưs d ng 60% không gian kho, t ng 14, 47% không gian.
Hi u qu :K kho đ c ch t ov at m tay ng i x pd hàng; Chia ra các modun đ c
S ch s
K t qu
Hình thành thói quen vệ sinh hàng ngày là rất quan trọng để tạo ra một môi trường làm việc sạch sẽ, an toàn và thoải mái Điều này giúp loại bỏ các nguồn gây nguy hiểm như bụi bẩn, rác thải và các chất độc hại Cần kiểm soát sự hao mòn của các thiết bị công nghiệp và thường xuyên bảo trì, sửa chữa để đảm bảo an toàn trong quá trình làm việc.
- Chuy n đ i t hình th c v sinh khi có khách tham quan, khi có l nh t ng v sinh m tnhi u th i gian sang mô hìnhv sinh h ng ngày t nít th i gian h n.
- Xây d ng đ c tiêu chu n v sinh và s đ hóa cho 80% khu v c, trong đó tr c quan hóa quy trình v sinh b ng ph nm m info graphic cho 67% quy trình
Để duy trì hiệu suất hoạt động của máy móc, việc kiểm tra định kỳ là rất quan trọng Các thiết bị cần được bảo trì thường xuyên, bao gồm các loại máy như đầu máy có cáp tràn và máy nén khí bơm sét.
- C i thi n s thông gió t nhiên và ch ng d t trong kho 2 nh áp d ng các qu c u thông gió (hình 4.14)
Hình 4.14 Áp d ng qu c u thông gió trên mái Các k t qu th chi n đ c sau khi ti n hànhb cs ch s hình 4.15
Hình 4.15 S nl i t đ cá nhân tr c– sau
Hi uqu :T o m quan n i làmvi c; An toàn đ đ c cá nhân.
S n sóc
Tri n khai
T ch c ho t đ ng 15 phút cho 5S m i ngày u m i bu i, nhóm tr ng phân công nhi m v công vi c h ng ngày đ ng th i nh c nh l i các nhi m v c a 5S
Cu i ngày làm vi c, công ty t ch c lên loa thông báo: 15 phút giành cho 5S, m i công nhân viên ng ng làm vi c đ th c hi n các nhi m v c a 5S
Sau khi thực hiện 3S đầu, hàng ngày tổ chức kiểm tra định kỳ các kết quả đạt được, tiết kiệm và dễ dàng sửa đổi các mẫu kiểm tra được trình bày bằng mica Dưới đây là ứng dụng kiểm tra sinh của các khu vực, máy móc (bằng 4.13).
B ng 4.13 Phi uki m tra v sinh h ng ngày
CT Tsurumi Pump VN Phi u ki m tra v sinh chung
Nhân viên th chi n: S đi n tho i: Hài lòng 旗
Ngày Gi Vách Bàn Gh C a Rác Sàn
Thanh tra, nh c nh a) Ban thanh tra nh c nh
Ban 5S thành l p banđánh giá 5Sbao g m các thành viên sau:
- T tr ngho ct phó c at s nxu t.
- T tr ng ho ct phó c at s nxu t đ cđánh giá
Ban đánh giá định kỳ hàng tuần thực hiện kiểm tra và đánh giá các công việc sắp xếp, sắp đặt, sắp xếp thông qua bảng đánh giá chung Đánh giá này được sử dụng để thi đua và khen thưởng cho các cá nhân, tổ sản xuất có thành tích tốt trong việc thực hiện 5S Việc này kích thích sự thi đua 5S trong công ty và nhắc nhở các thành viên luôn duy trì 5S Bên cạnh đó, sử dụng các bảng thông báo định kỳ cũng là một phương pháp hiệu quả.
Ngoài vi c nhân vi ctr cti pđinh cnh thì s d ng các bi n báo đ nh cnh vi c th chi n 5S h ng ngày Cácho tđ ng liên quanđ n sàngl c, s p x p,v sinh ầ
Hình 4.16 Bi nnh cnh gi gìntuân th 5S
Qu n lí tr c quan àà Tr c quan hóa các khu v c
Các khu vực chức năng được quy hoạch rõ ràng giúp người dân dễ dàng thực hiện và phân biệt các công việc Trong đó, khu vực các tập lập công trình được quản lý trực quan bằng bảng tên, như hình 4.45.
Hình 4.17 B ng tên các khu v c
Các quy trình thực hiện công việc đặc trưng cần được xây dựng rõ ràng và hình thành một cách có hệ thống, nhằm tránh gây nhầm lẫn hoặc hiểu lầm cho nhân viên Những quy trình vận hành liên quan bao gồm hoạt động của các công tắc điều khiển và hoạt động của thang máy.
- Công t c các thi t b đi n: Ghi rõ công t c, c u dao đi u khi n thi t b nào? Ch d nt t b t
- Ch d n s d ng thang máy: Chi u di chuy n lên xu ng; T i tr ng t i đa cho phép; Công t cd ngđ t ng t; Cácm c hàng hóa t i đakhi s d ng thang máy (hình 4.19)
Hình 4.19 Bi n c nh báo t i tr ng cho phép
Các khuy n cáo an toàn nh : hình 4.20, hình 4.21
- óngc a thang máy khi thang máy đang ch đ t i,đèn báo màu đ
- Không dùng thang máy đ ch ng i
Hình 4.20 Bi n báo đóng c a khi đèn đ ho t đ ng Hình 4.21 Bi n c nh báo không đ c dùng thang máy ch ng i
Ki m tra đánh giáqu n lítr c quan
Ki m tra vi cqu n lí tr c quan trong khu v cth ng xuyên đ nh n ra các thi u soát và liên t c c i ti n đ t t h n Chi ti t m u ki m tratr c quan đ cđínhkèm ph l c B
K t qu
65% hàng hóa, các ch d nv n hànhđ cg n các nhưn tr c quan
Các vi c nh sàng l c, s p x p, s ch s đ c ki m tra, nh c nh h ng ngày; s d ng các bi um u đ ki m tra.
Các ch d nv n hành nh đ c hi nth rõ
Hi u qu : T o ra vùng không gian an toàn, b o v và cách ly công nhân ra kh i khu nguy hi m
Hình 4.22 T đi ntr c và sau khi đ c dán nhụn tr c quan
Hi u qu : Giúp công nhân d dàng thao tác
Phi u ki m tra v sinh đ c s d ng đ ki m tra h ng ngày
Hình 4.23 Phi uki mtra v sinh
Hình 4.24 B ng tiêu chu nđ cthay m i
Hi uqu : Tiêu chu n c đ c thay th b ng tiêu chu nm i Bao tuân chu n c ng đ c làm s ch giúp công nhân nhìn rõ h n các tiêu chu n.
S n sàng
Tri n khai
Ho tđ ngs n sàng s th chi n xuyên su t trong quá trình th chi nch ng trình và t p trung vào 3 ho t đ ng chính:
- Xây d ng chính sách khen th ng và công nh n
- ym nh truy nthông n ib a) àot o.
Ho t đ ng đào t o bao g m 2 ho t đ ng là đào t o cho ban 5S và đào t o cho công nhân viên àot o cho ban 5S: (K ho ch chi ti t đính kèm trong ph l c)
Ho t đ ng 1: ào t o ki n th c v l p k ho ch và th c hi n, đánh giá 5S
Hoạt động 2: Tham quan mô hình thực tế Sau khi được đào tạo nhận thức về 5S, các thành viên trong ban 5S tiếp tục được đào tạo bằng cách tiếp xúc với mô hình 5S thành công Hiện nay, trong chiến lược quảng cáo và thương hiệu của doanh nghiệp, khu vực TP Hồ Chí Minh và các khu vực lân cận có nhiều doanh nghiệp mở cửa cho khách tham quan mô hình sản xuất như công ty Unilever, công ty Ajinomoto, và công ty Kyoshin, cùng với sự hỗ trợ từ công ty Kurabe Industrial Việt Nam Thành viên trong ban 5S và các trưởng nhóm sản xuất đã tham quan công ty tại KCN VSIP1 - Tỉnh Bình Dương.
Sau khi hoàn tất đào tạo cho ban 5S, bước tiếp theo là đào tạo cho toàn bộ công nhân viên Việc triển khai hệ thống 5S cần sự tham gia của tất cả công nhân viên trong công ty Do đó, hoạt động đào tạo cho công nhân viên sẽ được thực hiện theo các bước đã được xác định trong nội dung và kế hoạch chi tiết đính kèm trong phụ lục B.
Áo tôn hình thành nhân thức về 5S cho công nhân là một phần quan trọng trong đào tạo Việc đào tạo nâng cao nhận thức về 5S sẽ được thực hiện thông qua các buổi đào tạo chuyên sâu, tập trung vào các nội dung như sàng lọc, sắp xếp, sạch sẽ, săn sóc và sẵn sàng.
Sau khi hoàn thành khóa đào tạo về 5S, công nhân viên của công ty tiếp tục được đào tạo chuyên sâu về các lĩnh vực sắp xếp, sạch sẽ, săn sóc và sẵn sàng Mục tiêu của chương trình đào tạo 5S là giúp công nhân viên hiểu rõ và thực hiện hiệu quả các nguyên tắc này trong công việc hàng ngày Đào tạo cũng bao gồm việc làm việc theo nhóm để nâng cao hiệu quả và sự hợp tác trong công việc.
Hoạt động 5S là một phần quan trọng trong việc nâng cao hiệu suất làm việc của tập thể Do đó, việc đào tạo thường xuyên cho công nhân là cần thiết để đảm bảo họ nắm vững các nguyên tắc và kỹ năng liên quan đến 5S.
Phân chia nhóm: T l p ráp 1 và Kho nguyên li u: Nhóm LR1; T l p ráp 2 và
Kho thành ph m: Nhóm LR2; T c khí: Nhóm gia công; Nhóm v n phòng
M c tiêu: àà Rèn luy n k n ng làm vi c nhóm cho công nhân viên àà a đ n s th ng nh t đ ng thu n cao trong ch p hành các tiêu chu n
Ch ng trình đào t o làm vi c nhóm cho công nhân đ c t ch c ngay trong công vi c sàng l c, s p x p, s ch s , s n sóc và s n sàng Quy trình th c hi n nh sau:
Ban 5S sẽ phân công nhiệm vụ cho các thành viên trong nhóm sản xuất, nhằm hỗ trợ hoạt động diễn ra hiệu quả Quy trách nhiệm cho từng nhóm sản xuất, cùng với các quy định lý thuyết và thực tiễn, sẽ giúp các thành viên hiểu rõ trách nhiệm của mình trong nhóm.
Tổ chức nhóm là quan trọng để phân công nhiệm vụ cho từng thành viên Các thành viên cần thảo luận và thống nhất phương pháp thực hiện công việc một cách hiệu quả.
Sau khi th c hi n xong, các thành viên cùng xem xét l i quá trình th c hi n
Th ng nh t các tiêu chí, tiêu chu n sau đó trình ban 5S đ duy t. c) Khen th ng và công nh n
Quy đ nh m c khen th ng và công nh n s khen th ng theo nhóm và cá nhân Quy đ nh khen th ng và công nh n
Trong các nhóm có trong danh sách, nhóm có s đi m cao nh t s đ c c luân l u 5S Khi nh n đ c c luân l u Nhóm s nh n đ c ti n th ng là 100 000 đ ng àà C luân l u h ng tháng
Sau 1 tháng thi đua, ban 5S t ng k t s đi m c a t ng nhóm và xét khen th ng treo c luân l u theo tháng Nhóm s nh n đ cti n th ng là200 000 đ ng.
Trong nhóm 5S, các thành viên được phân công nhiệm vụ rõ ràng để đạt được hiệu quả cao nhất Họ sẽ thường xuyên đánh giá và cải tiến quy trình làm việc Ngoài việc áp dụng 5S, nhân viên cũng cần chú trọng đến các yếu tố khác như năng suất và chuyên môn để nâng cao hiệu quả công việc.
Trong các hoạt động sản xuất, việc có sự kết nối liên tục là rất quan trọng Việc áp dụng và triển khai 5S sẽ giúp ghi nhận và cải tiến quy trình làm việc Khi mỗi nhân viên có sự ủng hộ từ cấp trên trong công việc, việc thực hiện 5S sẽ diễn ra hiệu quả hơn, mang lại nhiều lợi ích cho công ty Đồng thời, việc thu thập ý kiến và đánh giá cũng cần được thực hiện thường xuyên.
Công nhân trình bày ý t ngc iti n mình v i nhóm tr ngho c ban 5S Ban
Nhóm 5S và nhóm phân tích đánh giá Ủ t ng có trách nhiệm bảo vệ ý tưởng độc quyền của công nhân Ban 5S sẽ tiến hành phân tích để xác định tính chính xác và nội dung cần thiết của các ý tưởng này Sau khi hoàn tất đánh giá, ban 5S sẽ đưa ra quyết định khen thưởng hoặc bảo lưu quyền sở hữu ý tưởng và thông báo cho công nhân liên quan.
Th ng nóng: ý t ngđó mang l il i ích, có th th chi nho cch ath c hi n đ c thì v n đ c th ng nóng (b ng 4.15)
B ng 4.15 B ng th ng nóng cho nhân viên
X p lo i Tiêu chí M c th ng
A t phá, m i, kh thi cao 200 000 VND
B D a trên nguyên t cc nh ngcó m ts thay đ i 100 000 VND
C D a trên nguyên t c c 50 000 VND àà Th ng thành qu
Sau khi Ủ t ng đư đ c tri n khai T tr ng thu k t qu và l y k t qu xét m c th ng.D avào thang đi m th ng n ng su t đ th ng.
Truy n thông n i b ààà B ng thông tin, poster, fly, handbook
Ban 5S công khai kết quả thực hiện 5S trong toàn công ty để mọi người cùng biết Đồng thời, công khai điểm thi đua của các nhóm giúp theo dõi tiến độ và tạo sự cạnh tranh giữa các nhóm với nhau Slogan về 5S được trưng bày ở nhiều nơi trong công ty, nhắc nhở mọi người về chương trình 5S một cách thường xuyên.
Ban 5S xu tb n s tay 5S đ m ing i theo luôn hi uho t đ ng 5S Hình 4.56
Hệ thống đánh giá hiệu quả hoạt động của Ban 5S được thực hiện qua hai kênh chính: trực tiếp từ phản hồi của nhân viên và thông qua các buổi họp nhóm Trong các buổi họp này, Ban 5S sẽ đánh giá kết quả và lắng nghe ý kiến phản hồi từ các nhóm trong công ty, tạo điều kiện cho sự trao đổi và học hỏi lẫn nhau Hoạt động này còn được hỗ trợ bởi chương trình “5S Tour” nhằm nâng cao nhận thức và hiệu quả công việc của toàn thể nhân viên.
Công ty t ch c các bu i tham quan gi a các khu v c đ công nhân viên có th h c h i l n nhau trong vi c tri n khai và duy trì th c hi n 5S àà Tái t ch c 5S
Sau thời gian triển khai và duy trì chương trình 5S, Công ty tiếp tục tái thực hiện 5S với những mục tiêu cụ thể: nâng cao năng suất (P - Productivity), cải tiến chất lượng sản phẩm (Q - Quality) và cắt giảm chi phí (C - Cost).
- Cost); Giao hàng đúng h n (D - Delivery); m b o an toàn trong công vi c (S -
Safety); Nâng cao Ủ th c, k lu t cho nhân viên (M - Morale); Gi m tác đ ng x u v i môi tr ng.
K t qu th c hi n
Trong vòng 6 tháng công ty t ch c 2 bu i đào t o chuyên môn cho ban 5S, tham quan 1 công ty
T ch ch p công nhân 1 tu n 1 l nđ h ng d n và ch đ o th chi n 5S
Nhân viên b t đ u hình thành khái ni m làm vi c nhóm, có s h p tác v i nhau nh ng ch d ng l i b c t p làm quen
Th ng ti n cho các Ủ t ng là 3 000 000 đ ng / 55 Ủ t ng
In 3 b ng rôn l n treo nhà n, c a ra vào công ty và trong x ng s n xu t
Phát 100 s tay 5S cho công nhân viên angc i ti ns tay, thêm nh ng hình nh c th t công ty
Sau khi thực hiện và triển khai chương trình 5S tại khu vực Kho nguyên liệu và Kho thành phẩm, chúng tôi đã đạt được những kết quả tích cực đáng kể Việc áp dụng các quy trình của 5S và các công cụ cải tiến đã giúp nâng cao hiệu quả hoạt động Đồng thời, chúng tôi cũng chú trọng xây dựng văn hóa 5S và văn hóa cải tiến trong công ty, nhằm tạo ra tính bền vững cho hoạt động 5S cũng như cho các hoạt động cải tiến nói chung.
K t lu n
Tại công ty Tsurumi Pump Việt Nam, quy trình triển khai 5S được xây dựng phù hợp với môi trường văn hóa và vận hành của công ty Quy trình này nhận được sự cam kết và quan tâm từ lãnh đạo, đồng thời có sự tham gia của toàn thể cán bộ công nhân viên Người lao động được đào tạo đầy đủ và có trách nhiệm thực hiện, đồng thời báo cáo trực tiếp tới Ban 5S để tiếp thu ý kiến và nâng cao chất lượng liên tục Nghiên cứu đã đạt được những kết quả tích cực.
Trong công ty, việc hình thành văn hóa 5S được thực hiện thông qua quy trình cụ thể, trong đó người lao động đóng vai trò chủ động Mỗi bước 5S đều có hướng dẫn triển khai rõ ràng, kèm theo kiểm tra, đánh giá chính xác, thi đua và khen thưởng để duy trì hiệu quả của 5S trong công ty.
Kho nguyên liệu và kho thành phẩm của công ty hiện đang chứa 95% hàng hóa cần thiết, với tỷ lệ tối ưu đạt 80% Giá trị hàng hóa bậc nhất (tính theo nguyên giá) và giá thu hồi lần lượt là 70% và 50%, trong khi giá trị hàng hóa bậc 2 là 456,000,000 VNĐ và giá thu hồi là 28,140,000 VNĐ Ban lãnh đạo công ty đã quyết định triển khai quy trình 5S cho công nhân, nhằm nâng cao tinh thần làm việc và công khai quy trình này cho toàn bộ nhân viên Sau khi thực hiện sàng lọc, không gian kho nguyên liệu đã tăng lên 10.41%, tạo sự thông thoáng và thuận lợi hơn cho việc sắp xếp và di chuyển Đồng thời, không gian kho thành phẩm cũng tăng 11.7%.
Phương pháp 5S đã mang lại hiệu quả tích cực, dẫn đến việc áp dụng rộng rãi vào các lĩnh vực làm việc khác Các vị trí làm việc được xác định rõ ràng, giúp loại bỏ tình trạng chồng chéo không gian Hàng hóa trong kho được sắp xếp hợp lý và gắn nhãn rõ ràng, từ đó kiểm soát hàng hóa trở nên dễ dàng hơn Không gian hữu dụng trong kho đã tăng lên 14,47%.
Thói quen vệ sinh tại nơi làm việc là rất quan trọng để duy trì môi trường làm việc sạch sẽ, an toàn và thoải mái, đồng thời giảm thiểu các nguồn gây nguy hiểm Việc giữ cho không gian làm việc sạch sẽ, ngăn nắp và bảo trì máy móc, thiết bị hàng ngày là cần thiết Kiểm tra và quan sát định kỳ giúp đảm bảo máy móc hoạt động hiệu quả và an toàn.
65% hàng hóa trong kho đều được gắn nhãn rõ ràng, giúp các nhân viên vận hành dễ dàng nhận diện Các quy trình vận hành nguy hiểm cũng được cảnh báo đầy đủ, đảm bảo an toàn trong quá trình làm việc Đồng thời, quy trình hướng dẫn được thiết lập rõ ràng để nâng cao hiệu quả quản lý hàng hóa.
Trong vòng 6 tháng công ty t ch c 2 bu i đào t o chuyên môn cho ban 5S, tham quan
1 công ty T ch ch p công nhân 1 tu n 1 l nđ h ng d n và ch đ oth chi n 5S
Nhân viên bắt đầu hình thành khái niệm làm việc nhóm và có sự hợp tác với nhau, mặc dù chỉ mới làm quen Trong quá trình khởi động và bắt đầu thực hiện 5S, việc thi đua giữa các công ty diễn ra sôi nổi, với nhiều Ủy ban đóng góp tích cực Công ty đã đạt được thành tích 3.000.000 đồng từ 35 Ủy ban Các băng rôn và khẩu hiệu được sử dụng hiệu quả trong việc hướng dẫn và truyền thông về 5S trong công ty.
Ki n ngh
Trong quá trình triển khai chiến lược 5S, con người là yếu tố quan trọng nhất quyết định đến sự thành công hay thất bại Để đạt được điều này, việc phát triển nhân thức, đào tạo và xây dựng văn hóa là những yếu tố then chốt Ban lãnh đạo công ty cần cam kết một cách nhất quán và đồng bộ trong suốt quá trình triển khai chiến lược.
Sau khi triển khai quy trình 5S, Kho nguyên liệu và Kho thành phẩm đã có những tác động tích cực đến môi trường làm việc, góp phần nâng cao năng suất Do đó, cần tiếp tục thực hiện 5S và nghiên cứu sâu hơn để duy trì tinh thần cải tiến liên tục trong nhà máy.
Các nhóm giải pháp tinh gọn cần tập trung vào các nguồn lực như con người, máy móc, tài chính, phương pháp và vật liệu Việc áp dụng công nghệ sản xuất hiện đại không chỉ đánh giá khía cạnh công nghệ và tác động môi trường mà còn cần xem xét sự phát triển kinh tế bền vững của công ty Khi chưa có sự thay đổi về công nghệ máy móc và vật liệu, các phương pháp sản xuất hiệu quả nên được áp dụng để tối ưu hóa nguồn lực, đảm bảo hiệu quả môi trường và duy trì sự tăng trưởng bền vững cho doanh nghiệp.
[1] T C , T H G T , T T H Hoàng và M Nguy n,“Áp d ng 5S t i các doanh nghi p s n xu t nh và v a Vi t Nam - Th c tr ng và khuy n ngh ,”T p chí Khoa h c HQGHN, Kinh t và Kinh doanh, t p 29, s 1, 2013
[2] M Nguy n, “Th c tr ng áp d ng 5S t i các doanh nghi p s n xu t công nghi p nh và v a trên đ a bàn thành ph Hà N i,”Lu n v n th c s , ih cqu c gia Hà N i - ih c Kinh t , 2014
Bài báo của D Nguy n, Q D Tr n, T H T Nguy n, C T Nguy n và N T L Lê trình bày quy trình triển khai 5S tại Trường Đại học Bách Khoa TP Hồ Chí Minh, nhằm nâng cao chất lượng môi trường học tập và nghiên cứu Nghiên cứu này được công bố trong hội nghị khoa học và công nghệ khoa học kỹ thuật tại TP Hồ Chí Minh vào năm 2015.
[4] N P Nguy n, C i ti n ch t l ng, Tp H Chí Minh: NXB H Qu c gia Tp HCM, 2013
[5] V C Nguy n, o l ng lao đ ng và thi t k công vi c cho s n xu t công nghi p, Thành ph
H Chí Minh: NXB HQu c gia Tp HCM, 2009.
[6] V C Nguy n, Qu n lý b o trì công nghi p, Tp H Chí Minh, NXB HQu c gia Tp HCM,
[7] S Bhasin, and P Burcher, "Lean Viewed as a Philosophy," Journal of Manufacturing Technology Management, vol 17, no 1, pp 56-72, 2005.
[8] T T Allen, Introduction to Engineering Statistics and Lean Six Sigma: Statistical Quality Control and Design of Experiments and Systems, London: Springer, 2019
[9] N Q L Lê, Thi tk v trí và m tb ngh th ng công nghi p, Thành ph H Chí Minh: NXB
A survey conducted by A A Aziz, MB Nishazini, Fare za, and N A Azizan in 2014 examined the impact of 5S implementation among staff at KPJ Seremban Specialist Hospital in Malaysia The findings, published in the IOSR Journal of Business and Management, highlighted significant improvements in workplace organization and efficiency as a result of the 5S methodology This study emphasizes the importance of systematic workplace practices in enhancing staff performance and operational effectiveness in healthcare settings.
[11] L Wilson, How to Implement Lean Manufacturing, New York, US: McGraw-Hill, 2010
[12] C Mitchell, “The role of training & education on strengthening industry's environmental behaviour,” Promoting cleaner prodution in Vietnam, University of Toronto, Programme in Planing, 2003
[13] R L Francis, L F McGinnis, and J A White, Facilíty Layout and Location: An analytical Approach, 2nd Edition New Jersey: Prentice Hall, 1992
[14] S Sorooshian, M Salimi, S Bavani, and H Aminattaheri, “Case Report: Experience of 5S Implementation,” Journal of Applied Sciences Research, vol 8, no 7, pp 3855-3859, 2012
[15] R A Pasale, and J S Bagi, “5S Strategy for Productivity Improvement: A Case Study,” Idian joural of research, vol 2, iss 3, pp 151 -153, 2013
[16] J Michalska, and D Szewieczek, “The 5S methodology as a tool for improving the organisation,” Journal of achievements in materials and manufacturing engineering, vol 24, issue 2, pp 211-214, 2007
[17] K Ramesh, V R Muruganantham, and N R Arunkumar, “5S Implementation studies in biomass processing unit,” International Journal of Innovative Research in Science, Engineering and Technology An ISO 3297: 2007 Certified Organization, vol 3, special iss 4, 2014
[18] L Nilsson, Cleaner production techonologies and tools for resource efficient production, Baltic University Press, 2007
[19] M M Islam, M S Bhuyan, and A Seyam, “Implementaton of 5S in a Plastic Manufacturing Company with Fuzzy Logic,” International Journal of Research, vol 2, 2015
The article discusses the implementation of the Kaizen Method and the 5S Technique within post-sale services in knowledge-based organizations It highlights how these methodologies can enhance efficiency and improve service quality The findings were presented at the International Multiconference of Engineers and Computer Scientists in Hong Kong in 2010.
A.1 Nhi mv c a ban 5S và các phân tích ban đ u.
Xem xét năng lực của các thành viên được phân công vào ban 5S là rất quan trọng Quyết định phân công này do lãnh đạo cao nhất, cụ thể là Tổng giám đốc, thực hiện và phê duyệt Điều này bao gồm việc xác định quy trình làm việc và nghĩa vụ của từng thành viên trong ban 5S.
B ng A- 1 Phân công nhi mv trong ban 5S
1 Thành l p ban 5S và các nhóm c iti n Qu n lí x
2 Thi tl p cácm ctiêu ch ng trìnhho t đ ng Qu n lí x
3 Xây d ng k ho ch th c hi n n m trong k ho ch c a công ty
4 Phân tích hi ntr ng Qu n lí x x
5 Xây d ng các quy trình th c hi n Qu n lí x x
6 Duy th s và ra quy tđ nh cu i cùng Qu n lí x
7 Ghi nh n các ý t ng c i ti n Qu n lí x
8 ánh giá kh thi các c iti n Qu n lí x
9 Giám sát, ki m tra, nh c nh Qu n lí x
10 T ch c các ho t đ ng truy n thông Qu n lí x
11 Thi tl p các chính sách cho nhân viên Qu n lí x
12 H tr ngu n l cv tài chính, nhân s , công c , thi t b ầ H tr x
13 Thu th p vàx lỦh s H tr x
14 àot o nhân viênth chi n 5S àot o x x x
15 T ch c các bu i h p t ngk t, đánh giáho t đ ng àot o x
Qu n lí r i ro trong nhân s
Trong thành phần ban 5S, việc ghi nhận sự thay đổi nhân sự là rất quan trọng Mỗi thành viên trong ban 5S cần thực hiện việc ghi nhật ký công việc hàng ngày để cập nhật kịp thời về nhân sự mới, giúp đảm bảo sự liên tục trong hoạt động mà không tốn quá nhiều thời gian.
Giám đốc sản xuất có quyền cho phép trưởng ca sản xuất tham gia vào các hoạt động của ban 5S Khi một trong các thành viên của ban 5S vắng mặt, trưởng ca sản xuất sẽ thực hiện nhiệm vụ của thành viên đó Trong trường hợp trưởng ban 5S vắng mặt, phó giám đốc sẽ thay thế và quyết định việc điều chỉnh nhân sự trong ban 5S.
Sau khi thành lập ban 5S, ban sẽ họp để thảo luận về môi trường vận hành của công ty, xác định những thúc đẩy và thách thức cần vượt qua Từ đó, sẽ đề xuất các giải pháp nhằm phát huy hiệu quả và khắc phục những vấn đề tồn tại.
B ng A- 2 Thúc đ y và thách th c trong công ty
Thúc đ y t bên trong Phân tích ngh t m th i và gi i pháp can thi pkh thi
Trong công ty có 70% nhân viên làm vi c trên 5 n m nên có kinh nghi m trong s nxu t. công nhân hi u v s n xu t và v n hóa ng x c a công ty
Ngoài ra h có uy tín trong t p th
Th c hi n ch ng trình 5S v i s tham gia c a ng i lao đ ng đ t n d ng kinh nghi mc ah t v n hành đ nqu n lí
N m 2009, công ty đ i giám đ c s n xu t nên có s du nh p v n hóa c i ti n m i nên ph n l n công nhân đ u có tinh th n c iti n.
Tính s n sàng ti p nh n nh ng cái m i và ch đ ng phát hi n v nđ đ c i ti n.
Xây d ng quy trình ti p nh n nh ng c i ti n c a công ty im iho tđ ng truy n thông n i b t 1 chi u sang ho t đ ng 2 chi u.
Quy mô công ty nh , công ty ít nhân công
Quy mô công ty nh nên vi c truy n thông n ib r tm nhm , các ch đ o và giám sát tr c ti p đ c th c hi n th ng xuyên nên đ m b o công vi c ít b sai
V i quy trình và cách s nxu t c có nhi u b t c p Ch ng minh l i ích kinh t v i th c hi n công ngh m i, thu hút s quan tâm c a các qu n lý đ ti pt c v i 5S.
Phát tri n các k ho chđào t o, h ng d n và truy n thông cho 5S
Trung tâm doanh nghi p v a và nh phía nam s n sàng c p gi y ch ng nh n hoàn thành ch ngch 5S cho công ty
Giúp công ty có đ ng th c th c hi n Vì ngoài vi c t ng n ng l c cho công ty, còn đ c t ch c khác công nh n làm nâng cao n ng l c c nh trong công ty
Công nhân trong công ty bao gồm các trưởng phòng, ca trưởng và thủ kho, là những nhân viên có kinh nghiệm và trưởng thành Họ đóng vai trò quan trọng trong việc quản lý và giải quyết công việc một cách nhanh chóng, nhờ vào kiến thức và kỹ năng chuyên môn của mình Sự linh hoạt và khả năng thích ứng của họ giúp công ty hoạt động hiệu quả hơn.
H s d dàng ph n bác l inh ng thay đ i trong công ty Làm cho ho t đ ng 5S không đi vào th c t và phát tri n lâu dài đ c
Thay đ i chính sách khen th ng.
Thay đ inh nth c,đàot o nh ng công nhân đ h th y vi c th c hi n 5S là vì an toàn c ah
S d ng uy tín và ti ng nói c a ban giám đ c đ khuy n d h và là cho h hi u
Ph n l n công nhân g n bó lâu v i công ty, h xem công ty là nhà và c nghi n cho công ty nên vi c t n d ng y u t này s giúp cho 5S thành công
Thói quen sinh ho th ng ngày c a công nhân, không có tính t giác và k lu t
Khó duy trì đ cho t đ ng 5S Thay đ inh nth c,đàot o nh ng công nhân Thi t k các công c sao cho h có th d dàng thao tác và th chi n nh t.
Vi c thông báo, ph bi n công vi c trong công ty th ngdi n ra 1 chi u, thi u m t chi u ph n h t công nhân nên ch a t n d ng đ c kinh nghi m, s góp ý đóng góp c a nhân viên
Không kích thích đ c s sáng t o c a công nhân Các quy t đ nh c a ban giám đ c s th ng là gi i pháp ch a t i u nh t
T ch c đ có s tham gia c a toàn b công nhân viên Cung c p tài li u giáo d c cho m i ng i, nh ng ph i phù h pv it ngđ it ng nhân viên trong công ty
Công nhân ch a quen làm vi c nhóm
Không phát huy đ c s c m nh t pth ào t o các k n ng cho nhân viên, nâng cao n ng l cnhân s c a công ty
Công nhân s n xu t có th đ c mi n c ng tham gia ch ng trình 5S, vì h là s m t vi c làm do quy đ nh công ty ho c đ n gi n ch vì h m t v trí hi n t i.
Việc tham gia của tất cả nhân viên là rất quan trọng trong quá trình phát triển liên tục của 5S Đặc biệt, nếu các công nhân không đồng lòng do thiếu nhận thức và sự thay đổi trong môi trường làm việc, sẽ gây khó khăn trong việc thực hiện các nguyên tắc của 5S.
Giáo d c/đàot ong i lao đ ng.
Xây dựng một môi trường làm việc nơi mọi nhân viên đều có cơ hội tham gia và thể hiện đóng góp của mình cho công ty là rất quan trọng Đối với công ty, việc cải tiến năng suất không chỉ liên quan đến việc giảm thiểu số lượng nhân sự mà còn là mở rộng khả năng sản xuất.
Ban 5S không chỉ đánh giá các yếu tố thúc đẩy và thách thức trong công ty mà còn chuẩn bị các câu hỏi để làm rõ chương trình 5S với toàn bộ nhân viên.
Câu h i: Nh t B n, ch có m t 5S tiêu chu n?Tr l i: Không có 5S tiêu chu n nào Nh t c Câu h i: 5S là công c tr giúp cho công vi c.Tr l i: 5Slà m t ph ncông vi c hàng ngày
Câu h i: Sao l iph ich d n,b nghi u, làm m ith nh con nít v y?Tr l i: Nh m gi m nh s t ptrung tinh th n.
Câu h i:Tr i i! M tquá đi,ch yt i ch y lui m t g nch t
Tr l i: 5S giúp ta gi m đi l i, c n phân bi t “đi l i” và
“làm vi c” Câu h i: Tôi bi t cái gì tôi làm, tui làm theo cách c a tôi!
TR l i: 5S giúp t o ra s c i m vàtính đ ngđ i khi không có gì là riêng t c Câu h i: 5S c ng gi ng nh Gi Gìn V Sinh t t.
Tr l i: 5S cóv d , dov y ch làm s qua mà không theo các b c 5S Câu h i: Ọi thôi, đ th v y, chúng tôi b n r n l m.
Tr l i: B n có quá b nr n cho vi cđánhr ng,r am tm i sáng không? Câu h i: 5S có th hoàn t t trong vài n m.
Tr l i: Càng hi n đ i, ta càng ph i thích ng v icái m i/ ph ct p vìv y 5S không có k t thúc Câu h i: Tr i i! Chúng tôi b bi t công s c, th i gian đ làm 5S!
Tr l i: Không có l ibi n minh nào t th n tháiđ tích c c và k tqu t t Câu h i: Chúng tôi đư làm 5S xong h i m y n m tr cr i!
Tr l i: Tôi đưt mr i, 2n m tr c!
A.3 Các ho t đ ng s n sàng a) N idung đào t o cho ban 5S
Nhân s gi ngd y: Thuê nhân s đàot ot Trung tâm h tr doanh nghi pv a và nh phía Nam thu cB K Ho ch và u T đàot onh n th c
Ban lưnh đ o 5S là l c l ng ch đ o th c hi n 5S nên vi c đào t o cho ban 5S là m t trong nh ng ho t đ ng đ u tiên c a vi c xây d ng h th ng 5S
Ho t đ ng bao g mđàot o đ hi u rõ 5S là gì, cách th cth chi n và ví d c th
Ho t đ ng 1: K ho ch, th c hi n đào t o ban 5S
i t ng h c: Thành viên ban 5S, lãnh đ o
N i dung: àNhu c u nâng t m lên chu n qu c t trong m i m t t qu n lỦ đ n th c hành S N XU T
M c đích: nâng cao nh nth c, c i thi n môi tr ng làm vi ccho t pth CNV. Làm m ic s v t ch t vàt ng ph n hi n th
5S là gì? L iích c a 5S; Gi i thích và phân tích các y u t c a 5S;
Các b ctri n khai th c hi n5S và h ng d n ápd ng 5S trong th cti n;
Các bi npháp huy đ ng và xây d ng phong trào 5S trong công ty; àXây d ng các n i qui và qui đ nh v th c hi n 5S.Ph n2: Th t c,ph ng pháp đánh giá
Gi i thi u v đánh giáTh chành t t 5S;
Tiêu chí đánh giáTh chành t t 5S;
Các b c ti n hành đánh giá Th c hành t t 5S; àChu n b tr c cu c đánh giá: L p k ho ch và ch ng trình đánh giá;
Thành l p đoàn đánh giá; Tìm hi u ho t đ ng c a các b ph n đ c đánh giá;
L p các phi u ki m tra đánh giá Th c hành t t 5S; Các ph ng ti n c n thi t ph c v công vi c đánh giá;
Đánh giá là quá trình xem xét và phân tích một vấn đề cụ thể, bao gồm việc xác định đối tượng, địa điểm và phương pháp đánh giá Sau khi thực hiện đánh giá, cần theo dõi các kết quả và cải tiến nhằm xác định nguyên nhân gốc rễ của vấn đề, đề xuất biện pháp khắc phục, thực hiện chiến lược và kiểm tra tính xác thực của những giải pháp đã áp dụng.
Yêu c u v n ng l c c a chuyên gia đánh giá Th c hành t t 5S;