nguyên lý cắt mài part 1

NGUYÊN LÝ CẮT - HỌC TRÌNH 1 NGUYÊN LÝ CHUNG - BÀI 3 pptx
... Bài CƠ SỞ VẬT LÝ CỦA QUÁ TRÌNH CẮT GỌT I Quá trình hình thành phoi cắt : Khi cắt lưỡi cắt dao tác dụng vào kim loại lực ( lực cắt ), gây thay đổi lý vùng cắt vật liệu - Đầu ... đến gẫy dao b dạng mài mòn dao: - Mài mòn mặt sau - Mài mòn mặt trước - Mài mòn lưỡi liềm - Mái mòn mũi dao - Mài mịn lưỡi cắt Thơng thường dạng mài mịn đồng thời xảy dao cắt Song với dao cho ... chọn chế độ cắt, góc độ dao hợp lý tưới dung dịch trơn nguội vào vùng cắt VII Hiện tượng nhiệt cắt : Trong q trình cắt, cơng tiêu hao chuyển thành nhiệt Nhiệt sinh trình cắt tượng vật lý quan trọng
Ngày tải lên: 23/07/2014, 20:21

NGUYÊN LÝ CẮT - HỌC TRÌNH 1 NGUYÊN LÝ CHUNG - BÀI 1 docx
... có : tg? ?1= Sn/ 2.r =0.2 / x 3 .14 = 0.0 318 Do = 49’ Góc sau cắt đến điểm cách tam mm : yc = y - ? ?1 =12 0 – 10 49’ =10 0 11 ’ Như lượng chạy dao ngang bé nên thay đổi góc sau khơng tg? ?1 Vs Sn ... tiến dao là: Sn = K.Z = 4.5 x 10 =45 mm/ vịng Khi đó: tg 45 ,19 0985 ,14 x 75 =10 . 812 0 =10 048’ Vì y = y - hay y = yc + Vậy cần mài góc sau: y = 80 +10 048’ =18 048’ - Chuyển động chạy ... cong lưỡi cắt tham gia cắt Thơng số hình học phoi có ảnh hưởng đến lực cắt nhiệt cắt Khi tăng a lực cắt nhiệt cắt tăng, dao bị mịn nhanh cịn tăng b lực cắt nhiệt cắt đơn vị dài lưỡi cắt không
Ngày tải lên: 23/07/2014, 20:21

cau hoi trac nghiem nguyen ly cat kim loai 1
... tăng dần théo loại vật liệu sau đây: 9XC,Y10A,P18K5, T5K10 A T5K10,9XC,Y10A,P18K5 B 9XC,Y10A,P18K5, T5K10 C 9XC, P18K5 , Y10A, T5K10 D Y10A,9XC,P18K5, T5K10 [] 3/2 Hãy xếp độ cứng, độ chịu nhiệt ... T15K6 có: a 6%TiC; 15 %Co; 79%WC c 15 %TiC; 6%Co; 79%WC [] b 7%TiC; 12 %Co; 81% WC d a b Giải thích ký hiệu TT7K12 có: a 7%TiC+TaC; 12 %Co; 81% WC c 19 %TiC; 81% WC [] b 7%TiC; 12 %Co; 81% WC d a b Chọn vật ... théo loại vật liệu sau đây: BK6, TT7K12,P9K5, T5K10 A P9K5, BK6, T5K10, TT7K12 B BK6, TT7K12,P9K5, T5K10 C T5K10,BK6, TT7K12,P9K5 D TT7K12,BK6, P9K5, T5K10 [] Độ cứng thép hợp kim dụng cụ sau
Ngày tải lên: 04/10/2017, 13:34
Bài giảng nguyên lý cắt gọt gỗ : Nguyên lý và công cụ xẻ gỗ part 1 docx
... Chương 3. Nguyên lý và công cụ xẻ gỗ 3 .1. Khái niệm và phân loại quá trình xẻ a. Khái niệm cưa xẻ Cưa xẻ là dạng cắt gọt chuyên dùng nhằm phân chia phôi (cây ... dng ca x g 3.2. Răng cưa và lưỡi cưa 3.2 .1. Răng cưa - Căn cứ vào nhiệm vụ xẻ, phân ra hai loại : răng cắt ngang và răng xẻ dọc. - Căn cứ vào phương pháp mài phân thành hai loại: răng mai thẳng ... thẳng; răng cưa cắt ngang cơ bản là răng mai vát - Căn cứ vật liệu mũi răng, phương pháp chế tạo: răng thường, răng gắn hợp kim. a. Phân loại răng cưa Răng cưa mài thẳng Răng cưa mài vát Răng
Ngày tải lên: 28/07/2014, 02:20
Bài giảng nguyên lý cắt gọt gỗ : Nguyên lý và công cụ phay part 1 potx
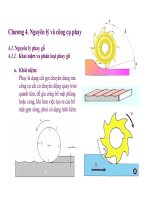
... Chương 4. Nguyên lý và công cụ phay 4 .1. Nguyên lý phay gỗ 4 .1. 1. Khai niệm va phân loại phay gỗ a. Khái niệm: Phay là dạng cắt gọt chuyên dùng mà công cụ cắt có chuyển động quay
Ngày tải lên: 28/07/2014, 02:20

Bài giảng nguyên lý cắt gọt gỗ : Một số dạng cắt gọt đặc biệt part 1 pps
... trí aH Dạng cắt Hệ số a H % theo dày kể từ trong 10 30 50 70 90 Cắt bên 0.675 0.876 1 1.06 1. 29 Cắt dọc 0.6 81 0.888 1 1.08 1. 17 Cắt ngang 0. 814 0.872 1 1.2 1. 56 + Anh hởng vị trí cắt theo chiều ... 0.5 0.6 0.7 0.8 0.9 1 Hệ số a 0.72 0.86 1 1 .14 1. 29 1. 43 Hệ số ảnh hởng của chiều sâu lỗ khoan as Chiều sâu lỗ khoan, cm 2 3 4 5 6 1 1.2 1. 35 1. 44 1. 85 1 1.32 1. 61 1.86 2 .1 7.0 7.0 Hệ số ... 0.6 0.7 0.8 0.9 HÖ sè a 0.5 0.72 1 1.34 1. 84 HÖ sè ¶nh hëng cña tû lÖ keo ak Tû lÖ keo,% 4 5 6 7 8 9 10 11 12 HÖ sè a k 0.84 0.87 0. 91 0.95 1 1.05 1. 13 1. 2 1. 27 Chế độ phay ván dăm : Trờng
Ngày tải lên: 28/07/2014, 02:20

Bài giảng nguyên lý cắt gọt gỗ : Lý luận chung quá trình cắt gỗ part 1 docx
... Hữu Nguyên, Máy và thiết bị gia công gỗ ( tập 1- nguyên lý cắt gọt gỗ), Nxb nông nghiệp 19 80. 3. Lý Lê, Nguyên lý và công cụ cắt gọt gỗ, Nxb Lâm nghiệp Trung Quốc 2005 – bản dịch CHƯƠNG 1: LÝ ... Thi hết môn Tổng Ghi chú 10 10 20 60 10 0 Thi vấn đáp hoặc viết * Tài liệu học tập 1. Hoàng Hữu Nguyên, Hoàng Xuân Niên, Máy và thiết bị gia công gỗ ( tập 1- nguyên lý cắt gọt gỗ và vật liệu gỗ), ... tới cắt gọt. * Nội dung môn học: Lý thuyết: - Lý luận chung về quá trình cắt gọt gỗ - Lực và hình thái phoi trong cắt gọt cơ bản - Nguyên lý và công cụ trong các dạng cắt gọt chuyên dùng - Nguyên
Ngày tải lên: 28/07/2014, 02:21

Bài giảng nguyên lý cắt gọt gỗ : Nguyên lý và công cụ lạng – bào, cạo nhẵn part 1 ppsx
... Chơng 6. Nguyên lý và công cụ lạng bào, cạo nhẵn 6 .1. Nguyên lý và công cụ lạng gỗ 6 .1. 1. Khái niệm, phân loại: a. Khái niệm: Lạng gỗ là dạng cắt gọt chuyên dùng nhằm tạo ... mỏng (thờng dày từ 0 .1 -15 mm). v Phôi h Ván lạng Dao lạng b. Phân loại các dạng lạng gỗ - Phân loại theo dạng cắt gọt + Lạng dọc: Cạnh cắt vuông góc với thớ gỗ và tốc độ cắt song song với trục ... Lạng bên : Cạnh cắt song song với thớ gỗ và tốc độ cắt vuông góc với trục cây gỗ - Phân loại theo phơng cắt gọt + Lạng đứng : Phơng cắt là phơng thẳng đứng. + Lạng nằm : Phơng cắt là phơng nằm
Ngày tải lên: 28/07/2014, 02:21

Bài giảng nguyên lý cắt gọt gỗ : Chuẩn bị và nâng cao chất lượng dao cụ cắt gọt gỗ part 1 pdf
... 380440 HB, mô đun đàn hồi E = 11 90 2 015 .10 2 N/mm2. Đối với lỡi ca đĩa k = 13 00 15 00 N/mm2, ch = 680 740 N/mm2, = 5,0 6,5%, R = 352 415 HB, E = 19 97 2008 .10 2 N/mm2. + Lỡi dao: gồm nhiều ... lạng, bóc Y9A,Y10A,85X, X12, XB, Y9A 54 59 Lỡi phay chép hình X6B, 9XB, P9, P18 X12, XB, Y8A,Y10A 38 48 Lỡi phay có chuôi X6B, 9XB, P9, P18 Y8A 56 60 Lỡi phay X6B, 9XB, P9, P18 Y9A 56 60 Lỡi ... vonfram cao X12. Đối với dao phay có chuôi, phần mũi cắt dùng các loại thép nh P9, P18, 9XB hay X12. + Mũi khoan: nói chung, khác với các dao cụ khác là có phần chuôi và phần mũi cắt. Phần chuôi
Ngày tải lên: 28/07/2014, 02:21

Bài giảng nguyên lý cắt gọt gỗ : Nguyên lý và công cụ khoan gỗ part 1 pptx
... lưỡi cắt của mũi khoan. Trong khi khoan lỗ có ảnh hưởng rất lớn đến tính năng cắt gọt. Bộ phận cắt gọt của mũi khoan: Bộ phận cắt gọt của mũi khoan bao gồm mặt trước, mặt sau lưỡi cắt, lưỡi cắt ... dụng bảo đảm phương hướng cắt gọt. 5.3. Nguyên lý quá trình khoan a. Các thông số động học khi khoan gỗ. - Tốc độ cắt gọt: Tốc độ cắt gọt thay đổi theo vị trí trên cạnh cắt chính. Tốc độ lớn ... Chơng 5. Nguyên lý và công cụ khoan gỗ 5 .1. Khái niệm, phân loại: a. Khái niệm: Khoan là dạng cắt gọt chuyên dùng nhằm tạo ra lỗ tròn, công cụ là mũi khoan dạng trụ tròn có cạnh cắt chính ở
Ngày tải lên: 28/07/2014, 02:20

Tài liệu Nguyên lý cắt (Chương 1) ppt
... 86,5 BK10 90 10 - - 15 0 14 ,2 -14 ,6 87,0 BK15 85 15 - - 16 5 13 ,9 -14 ,1 86,0 BK20 80 20 - - 19 0 13 ,4 -13 ,7 85,0 BK25 T30K4 75 66 25 30 - 200 90 12 ,9 -13 ,2 9,5-9,8 84,5 92,0 T15K6 79 15 - 11 0 11 ,0 -12 ,7 ... - 13 0 14 ,9 -15 ,1 89,5 96 - - 14 0 14 ,9 -15 ,1 88,0 94 - - 13 5 14 ,6 -15 ,0 88,5 BK6M 94 - - 13 0 14 ,8 -15 ,0 90,0 BK6B BK8 94 - - 14 0 14 ,4 -14 ,8 87,5 92 - - 14 0 14 ,4 -14 ,8 87,5 BK8B 92 - - 15 5 14 ,4 -14 ,8 86,5 ... - 13 0 12 ,3 -13 ,2 88,5 T5K12B T17K12 83 81 12 12 15 0 16 0 12 ,8 -13 ,3 13 ,0 -13 ,3 87,0 87,0 TT10K8 B 82 14 0 13 ,5 -13 ,8 89,0 Các mảnh hợp kim cứng chế tạo theo hai dạng: I – Có rãnh bẻ phoi (hình 1. 1a)
Ngày tải lên: 19/01/2014, 13:20

Bài giảng nguyên lý cắt gọt gỗ : Nguyên lý và công cụ xẻ gỗ part 9 potx
... sau: 9 .12 .1 max tb P P 5 .19 .0 max tb o P P 45. 01. 0 tb o P P 9 .12 .1 max tb P Q 45. 018 .0 tb o P Q 12 . 016 .0 tb P Q ; ; ; ; ; . Tỷ suất lực cắt trong hành ... không cắt wLo aa B H h B x a B x HK 014 3.0425.0 214 3.02 005.0 1 Tỷ suất lực cắt aaH B H a B hx a B x a h a K Lc 0049.0 012 .072.0265.02 55.6 97 .1 Nếu ... độ cắt V=45 m/s,ta có: Thành phần lực đẩy xác định theo công thức: Q =m.P = (0.2 – 1) P a B H B h B Ha h K gie 1. 014 .252.4 0 318 .02.39 2.9 a t H HhhhBHhhaP gie 1. 02.352.40 318 .02.392.9
Ngày tải lên: 28/07/2014, 02:20

Bài giảng nguyên lý cắt gọt gỗ : Nguyên lý và công cụ xẻ gỗ part 8 pot
... )? ?18 0(π ρ 2/βsin )γ2/βcos( ρ)γδ( 2 1 2 2 ghtgtgF Thay công thức (3 .15 1) vào công thức (3 .15 0) chúng ta có: 2/βcot 360 )? ?18 0(π ... thứ hai có hai dạng cắt cơ bản là cắt ngang và cắt bên nhưng hai dạng cắt này đều có mối liên hệ với các yếu tố gần như có đặc tính chung, vậy có thể tổng hợp hai dạng cắt trong cưa ngang thành ... Ngoài hệ lực tác dụng lên răng cắt đứt thớ còn có lực tác dụng lên răng cưa bào. Thực chất quá trình cắt ở đây là cắt bên, như vậy sẽ có ba thành phần lực như cắt gọt cơ bản (lực tác dụng lên
Ngày tải lên: 28/07/2014, 02:20

Bài giảng nguyên lý cắt gọt gỗ : Nguyên lý và công cụ xẻ gỗ part 7 doc
... 0 2 0 2 1 2 22 1 3 2 01 2 0 2 1 2 2 0 22 1 22 1 210 2 sinsin2 cossin22sin sinsin2 2cos2sinsin2sinsin2 2 1cossin2cos LBF L LBF LBF L L RWa oo yF 2 2 2 1sin L BF ... 3 2 1 2 0 2 1 2 2 0 2 01 22 1 2 2 2 1 211 0 2 sinsin2 cos2sinsin2sinsin2 2 1cossin2cos2cos LL LL L L RWa yi + Phơng ... x 1 biểu thị quãng đường chuyển động của gỗ theo qui luật sau: 360 1 x Đường x 2 biểu thị chuyển động ngang của cưa có liên quan tới góc nghiêng theo qui luật sau: tgRx cos1 12
Ngày tải lên: 28/07/2014, 02:20
Bài giảng nguyên lý cắt gọt gỗ : Nguyên lý và công cụ xẻ gỗ part 6 pdf
... Bf L Bf LRLy o oooi sinsin 11 coscos1cos1sin 2 1 1 1 12 2 1 2 1 2 0 Theo phương ngang 2 2 1sinsin L BF Lx oof c2 Phương trình tốc độ, gia ... coscos1cos1sin 2 1 1 12 2 1 2 1 2 oooB LRLy * Phương trình chuyển động của điểm B theo phương ngang 11 sinsin ooB ... do đó hiện tượng va đập được triệt tiêu Nguyên lý chuyển động của cưa sọc Nguyên lý chuyển động của cưa sọc có dao động ngang o L R 1 L e 2 1 L L 3 2 L L Gọi OA = R là độ dài
Ngày tải lên: 28/07/2014, 02:20

Bài giảng nguyên lý cắt gọt gỗ : Nguyên lý và công cụ phay part 4 doc
... hình 6 -12 . Để bảo đảm cường độ lưỡi cắt, lượng nhô ra của lưỡi cắt nên có tỉ lệ nhất định so với chiều dày của lưỡi cắt . Lưỡi phay thành hình lắp ráp 1- Miếng ép 2- Vít cố định 3- Lưỡi cắt 4- ... rãnh lấy L = h + (10 ~15 ) (mm). Khi đường kính D < 10 mm, lưỡi phay có chuôi thường là dạng răng đơn; D = 10 ~15 mm lưỡi phay có chuôi thường là dạng hai răng; khi D > 15 mm, lưỡi phay có ... tạo mộng cũng là lưỡi cắt không mài lại, cùn một bên có thể xoay 18 0 o dùng tiếp. (2) Lưỡi phay mộng thẳng góc lưỡi cắt nghiêng: để cải thiện tình trạng chịu lực trong khi cắt gọt và nâng cao
Ngày tải lên: 28/07/2014, 02:20

Bài giảng nguyên lý cắt gọt gỗ : Nguyên lý và công cụ phay part 3 potx
... của hạt mài và phoi thép gây tắc đá mài, giảm công khi mài, trong trường hợp thông thường, lưỡi dao hàn đều nhô ra 1~ 1,5mm so với thân dao. Để lượng cắt gọt đồng đều, chuyển động cắt ổn định, ... Vậy giá trị h tb tại tb 4 là: z tb1 tb2 tb B 57U H 1 cos arcsin 2R h h h r H 2 2arccos r Để tính lực cắt ở đây sử dụng tỷ suất lực cắt phần cắt gọt cơ bản d. Phay chép hình. ... này là có thể dùng lỡi cắt nhỏ dễ gá kim loại cứng. Nếu có z lỡi dao, lợng ăn dao tơngứng với một lỡi dao sẽ là: 10 00 . . n z u U z Tốc độ cắt là: V = 10 00 . 60 10 00 . 60 ntzR n Trờn
Ngày tải lên: 28/07/2014, 02:20

Bài giảng nguyên lý cắt gọt gỗ : Nguyên lý và công cụ phay part 2 pptx
... kính trục dao, nên góc 0 rất bé, quá trình cắt gần nh cắt dọc. Công suất cắt đợc xác định theo công thức: 0. 81, 9 .10 2 81, 9 .10 2 . DnPVP N Hay: 60. 81, 9 .10 2 KBHU N Chất lợng bề mặt khi phay dọc ... sin2sin2 )( 21 x DD b Trong đó: 1 , 2 góc quay khi lưỡi cắt cắt vào phôi và khi rời khỏi phôi ( o ); – góc xoắn gốc của lưỡi cắt ( o ). xx z d UD dA sin. sin 2 . Đối với đơn nguyên ... K H.U1000 nz Lực cắt trung bình cắt bên là: b tb P = Kw.H. 0,64Uz Trờng hợp mặt đầu có cạnh cắt tham gia cắt gọt, xét tơng tự và công suất sẽ là tổng công suất của cả hai mặt. Công suất cắt
Ngày tải lên: 28/07/2014, 02:20

Bài giảng nguyên lý cắt gọt gỗ : Một số dạng cắt gọt đặc biệt part 2 pps
... Nhôm 10 0 0,05 Tia chất mài Tốt Đồng thau 3 0,5 Tia chất mài Tốt Đồng carbon 76 0, 01 Tia chất mài Tốt Thép không rỉ 6 0,4 Tia chất mài Tốt Thủy tinh 20 0,5 Tia chất mài Tốt Thủy tinh hữu cơ 12 0,6 ... thiết bị - Tốc độ cắt Tham số cắt và hiệu quả cắt Tên vật liệu Độ dày (mm) Tốc độ cắt (m/phút) Phương thức cắt Chất lượng mạch cắt Sợi carbon 4 0,2 Tia nước thuần Rất tốt Thủy tinh 10 0,5 Tia nước ... việc cắt gọt sẽ khó khăn. 9.4. Kỹ thuật cắt gọt bằng tia laser a. Đặc trưng cắt gọt gỗ bằng tia laser Nguyen ly: Cắt gọt laser là lợi dụng tia laser có công suất và mật độ cao (10 5 ~10 13W/cm
Ngày tải lên: 28/07/2014, 02:20
Bài giảng nguyên lý cắt gọt gỗ : Lý luận chung quá trình cắt gỗ part 8 pdf
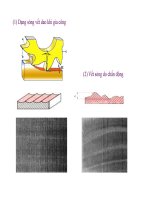
... = 1 = i + = 5 i vi 5 1 pi z YY 5 1 R Sai số trung bình số học của đường phác Ra Là giá trị trung bình số học của giá trị tuyệt đối về độ lệch của đường phác dxy l R l a 0 1 ... Đánh giá mức độ nhẵn của bề mặt b .1. Một số thuật ngữ Đường phác của bề mặt Là đường giao nhau giữa mặt phẳng cắt thẳng góc và bề mặt cần xác định. - Mặt phẳng cắt giao với bề mặt thực tế theo ... (1) Dạng sóng vết dao khi gia công (2) Vết sóng do chấn động (3) Vết khuyết của lưỡi cắt (5) Vết lõm ngược thớ (4) Vết cháy lưỡi cắt (6) Thớ gỗ bị lột (7) Thớ
Ngày tải lên: 28/07/2014, 02:20
Bạn có muốn tìm thêm với từ khóa: