quy trình công nghệ lắp ráp ô tô

Quy trình công nghệ bảo dưỡng ô tô
Ngày tải lên :
04/10/2012, 10:59
... dùng ( tô cần cẩu, tô chở xăng
dầu, tô đông lạnh, tô chữa cháy, tô thang, tô cứu hộ ), căn cứ vào đặc tính sử
dụng và hướng dẫn của nhà chế t
ạo để xác định chu kỳ và nội dung công việc ... với khung tô, bu lông bắt giữ dầm, bậc lên xuống, chắn bùn. Nếu lỏng phải xiết
chặ
t lại.
* Đối với tô tự đổ, tô cần cẩu và tô chuyên dùng
1. Kiểm tra cơ cấu nâng, hạ thùng tô, độ an toàn ... trạng kỹ thuật của tô.
31
Chương 4*Chẩn đoán trạng thái kỹ thuật ô tô -
Biên soạn- Trần Thanh Hải Tùng, Nguyễn Lê Châu Thành
CHƯƠNG 4
QUI TRÌNH CÔNG NGHỆ BẢO DƯỠNG Ô TÔ
4.1. KHÁI NIỆM...
- 13
- 1.6K
- 14

công nghệ lắp ráp ô tô ở việt nam - P1
Ngày tải lên :
06/12/2012, 08:26
... VỀ
CÔNG NGHỆ LẮP RÁP Ô TÔ TẠI VIỆT NAM
Trình bày:Trần đình Quý
04/2005
I. QUÁ TRÌNH HÌNH THÀNH VÀ PHÁT TRIỂN NỀN
CÔNG NGHIỆP ÔTÔ TRÊN THẾ GIỚI VÀ Ở VIỆT NAM
1. TÌNH HÌNH CHUNG CÔNG NGHIỆP ÔTÔ ... THỨC LẮP RÁP VÀ CHÍNH SÁCH THUẾ
ĐỐI VỚI NGÀNH CÔNG NGHIỆP ÔTÔ TẠI VIỆT NAM
1.
QUY ĐỊNH CÁC LOẠI HÌNH LẮP RÁP ÔTÔ
ª Điều 1.1: Các loại xe tô lắp ráp theo bất kỳ loại hình
nào phải đảm bảo an ... 1998: thế giới có khoảng 607
triệu chiếc tô, tức là cứ 10 người có một xe.
Riêng Mỹ cứ 1,3 người thì có một chiếc tô.
-Công nghiệp tô thúc đẩy các ngành công
nghiệp khác phát triển:
cơ khí, điện...
- 25
- 3.5K
- 21

công nghệ lắp ráp ô tô ở việt nam - P2
Ngày tải lên :
06/12/2012, 08:27
... công nghệ lắp ráp tô tại Việt Nam
III. SƠ ĐỒ KHỐI QUY TRÌNH CÔNG NGHỆ LẮP RÁP ÔTÔ
1. PHÂN LOẠI ÔTÔ
Theo tính năng sử dụng
ª tô khách: dùng chở hành khách, như tô buýt,
tô du lịch.
ª tô hàng: ... hình
lắp ráp- mức độ phức tạp và chuyên môn hóa (CBU, SKD,
CKD).
III. SƠ ĐỒ KHỐI QUY TRÌNH CÔNG NGHỆ LẮP RÁP ÔTÔ
SƠ ĐỒ QUY TRÌNH CÔNG NGHỆ TỔNG QUÁT LẮP RÁP ÔTÔ Ở VIỆT NAM
Sơ đồ quy trình công nghệ ... ĐIỂM QUY TRÌNH CÔNG NGHỆ LẮP RÁP
ÔTÔ HIỆN NAY Ở VIỆT NAM
Các dạng quy trình công nghệ lắp ráp tô Việt Nam :
ª
Đối với loại tô có cấu tạo dạng khung vỏ liền sát
si: đặc điểm chủ yếu của dạng quy...
- 16
- 3.4K
- 20

QUY TRÌNH CÔNG NGHỆ LẮP RÁP CÁC PHÂN ĐOẠN TRÊN ĐÀ TRƯỢT NGHIÊNG
Ngày tải lên :
29/04/2013, 09:26
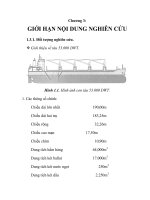
... của quy trình công nghệ lắp ráp các phân đoạn tàu
53.000 DWT trên đà trượt nghiêng.
-Thiết kế quy trình lắp ráp phân đoạn chuẩn tàu 53.000 DWT trên đà trượt
nghiêng.
- Thiết kế quy trình lắp ráp ... các loại công việc thành các bộ phận công nghệ đồng
thời tính toán giờ công nhân cần thiết cho từng bộ phận công nghệ;
- Soạn thảo danh mục nguyên liệu đồng bộ cho mỗi bộ phận công nghệ;
- Soạn ... Trong khi đó các loại công
trình thủy công khác nói chung chỉ hạn chế về kích thước chứ không hạn chế về sức
nâng.
2.2.3. Công trình hạ thủy bằng lực cơ giới.
Bao gồm những công trình nâng hoặc hạ...
- 38
- 880
- 0

thiết kế quy trình công nghệ lắp ráp các phân đoạn trên đà trượt nghiêng, chương 1 doc
Ngày tải lên :
07/07/2014, 19:20
... trên tàu được lắp đặt, kiểm tra theo công
nghệ tiên tiến hiện đại bằng các thiết bị chuyên dùng đảm bảo phù
h
ợp các quy chuẩn, quy phạm và công ước Quốc tế.
Công nghệ gia công chế tạo vỏ ... t
àu thủy Cái Lân, khu công
nghiệp Cái Lân, giao thông thuỷ bộ thuận tiện.
2. Công nghệ đóng tàu của công ty.
Vẽ, thiết kế công nghệ thi công các hạng mục phần thiết bị
động lực, máy, điện, ... phẩm.
Mặt bằng, trang thiết bị và công nghệ Công ty đủ điều kiện
đóng mới t
àu có tải trọng tới 70.000 DWT.
- Đến năm 2005, công nghiệp tàu thuỷ cùa VINASHIN thông
qua các hình th
ức liên doanh...
- 6
- 567
- 1

thiết kế quy trình công nghệ lắp ráp các phân đoạn trên đà trượt nghiêng, chương 2 pptx
Ngày tải lên :
07/07/2014, 19:20
... 70.000 tấn và tàu chở
tô 4.500 chiếc
- Số lượng : 01 Chiếc
- Vị trí : Phân xưởng Cơ khí
5. Máy uốn tôn 3 trục.
- Số lượng : 01 Chiếc
- Vị trí : Phân xưởng Vỏ1
6. Máy cắt tôn NG – 13.
- Số lượng ... trí : Phân xưởng Trang trí
6. Dây truyền sơ chế tôn.
- Vị trí : Bãi lắp ráp 3
7. Trạm sản xuất ôxy.
- Số lượng : 01
- Vi trí : Phân xưởng khí công nghiệp
1.2.2. Cơ sở hạ tầng .
1. Triền ngang.
- ... tổng thể : + Chiều dài : 206 m
+ Chi
ều rộng : 20 m
4. Bãi lắp ráp.
Hiện nay nhà máy có 03 bãi lắp ráp:
A. Bãi lắp ráp 1.
- Phần bãi không có đường cần trục, chiều dài 85m, chiều
rộng 44,1m
-...
- 11
- 485
- 0
thiết kế quy trình công nghệ lắp ráp các phân đoạn trên đà trượt nghiêng, chương 3 pptx
Ngày tải lên :
07/07/2014, 19:21
... điều luật và quy định quốc tế
dưới sự giám sát theo quy phạm đăng kiểm DNV.
-Thiết kế quy trình lắp ráp phân đoạn chuẩn tàu 53.000 DWT
trên đà trượt nghiêng.
- Thi
ết kế quy trình lắp ráp các phân ... cơ sở lý thuyết của quy trình công nghệ lắp ráp
các phân đoạn t
àu 53.000 DWT trên đà trượt nghiêng.
Tải trọng 53,000T
T
ốc độ 14,2knot
Thu
ỷ thủ đoàn 25 người
Cấp tàu Không hạn chế
2. Bố trí ... 6S50MC- C
Công su
ất lớn nhất 9.480 Kw
Công suất hàng hải 7.780 Kw
Chân vịt 4 cánh được đúc bằng hợp kim Đồng – Nhôm Niken
6. Máy phát.
V
ỏ chống thấm IP23
Điện áp 450 V AC
Tần số 60 Hz
Công suất...
- 5
- 419
- 0

thiết kế quy trình công nghệ lắp ráp các phân đoạn trên đà trượt nghiêng, chương 4 docx
Ngày tải lên :
07/07/2014, 19:21
... LÝ THUYẾT CỦA QUY TRÌNH
CÔNG NGHỆ LẮP RÁP CÁC PHÂN
ĐOẠN TRÊN ĐÀ TRƯỢT NGHIÊNG
2.1. GIỚI THIỆU CÁC CÔNG TRÌNH THỦY CÔNG ĐANG
SỬ DỤNG TRONG ĐÓNG TÀU VỎ THÉP.
Các công trình thủy công trong phân ... nguyên tắc
làm việc, các công trình thủy công được phân thành một số loại
sau đây:
2.1.1. Các công trình hạ thủy bằng trọng lượng tàu.
1. Đà tàu:
Đà tàu là loại công trình có mặt nghiêng, chỉ ... chống đỡ cho tàu ở vị trí cố định không
để cho nó lay động trong quá tr
ình lắp ráp nên loại đệm này chịu
lực nhỏ. Khoảng cách theo chiều dọc của chúng gấp đôi đệm sống
tàu. Đệm lườn có thể...
- 7
- 440
- 1

thiết kế quy trình công nghệ lắp ráp các phân đoạn trên đà trượt nghiêng, chương 5 docx
Ngày tải lên :
07/07/2014, 19:21
... khi đó các
loại công trình thủy công khác nói chung chỉ hạn chế về kích thước
chứ không hạn chế về sức nâng.
2.2.3. Công trình hạ thủy bằng lực cơ giới.
Bao gồm những công trình nâng hoặc hạ ... việc trên ụ nổi so với các dạng công trình thủy công khác là
10-15%.
-
Điều kiện phục vụ công nhân làm việc trên tàu trong ụ nổi
là kém nhất.
- Ụ nổi là công trình nâng hạ duy nhất mà lực nâng ... đáy không chịu lực đẩy nổi nên kết cấu
của chúng có thể rất mỏng, giảm khối lượng vật liệu.
- Ụ khô lấy nước có cụm công trình phụ trợ có khả năng tiến
hành một khối lượng công việc thi công...
- 5
- 376
- 0

thiết kế quy trình công nghệ lắp ráp các phân đoạn trên đà trượt nghiêng, chương 6 pdf
Ngày tải lên :
07/07/2014, 19:21
... trọng lớn nhất, do đó cần phải đặc biệt lưu ý đến các
công trình thủy công. Tùy thuộc vào loại công trình thủy công mà
phương pháp tổ chức công nghệ sẽ thay đổi theo, kéo theo sự thay
... hợp lý,
công tác quản lý lao động phải có hiệu quả. Công tác chuẩn bị
công nghệ cho quá trình sản xuất là việc xác định đúng đắn các
mối liên hệ tương quan và việc sử dụng giờ công, nguyên ... đội
ngũ cán bộ và công nhân kĩ thuật phải có trình độ cao.
3. Tính khả thi.
Quy trình công nghệ chế tạo mũi quả lê tàu thủy phải có tính
khả thi và phù hợp với điều kiện, trình độ, năng lực...
- 6
- 275
- 0

thiết kế quy trình công nghệ lắp ráp các phân đoạn trên đà trượt nghiêng, chương 7 docx
Ngày tải lên :
07/07/2014, 19:21
... chuẩn bị công nghệ thường bao gồm những vấn đề cơ
bản sau:
- Phân tích tính công nghệ của kết cấu và thảo ra quy trình
công ngh
ệ tối ưu;
- Thiết kế và chế tạo các dụng cụ, thiết bị gá lắp chuyên ... Quá trình chu
ẩn bị sản xuất.
Công tác chuẩn bị công nghệ cho quá trình sản xuất chính là
vi
ệc xác định đúng đắn các mối liên hệ tương quan và việc sử dụng
giờ công, nguyên vật liệu chính và ... công các chi tiết thân tàu.
1. Vạch dấu trên nguyên vật liệu.
Mục đích là chuyển tất cả những số liệu và thông tin cần thiết
cho quá trình gia công, chế tạo các phân đoạn, tổng đoạn và lắp ráp...
- 6
- 456
- 0








