nguyên lý cắt và dụng cụ cắt

NGUYÊN LÝ CẮT - HỌC TRÌNH 1 NGUYÊN LÝ CHUNG - BÀI 3 pptx
... SỞ VẬT LÝ CỦA QUÁ TRÌNH CẮT GỌT I Quá trình hình thành phoi cắt : Khi cắt lưỡi cắt dao tác dụng vào kim loại lực ( lực cắt ), gây thay đổi lý vùng cắt vật liệu - Đầu tiên tác dụng ... bị cắt trượt mặt trước dao, dao tiếp tục ép lên càc phần tử kim loại II Các dạng phoi cắt: Các nhà cơng nghệ vào hình thành phoi cắt mà đánh giá thông số dụng cụ cắt, yếu tố chế đô cắt hợp lý ... chọn chế độ cắt, góc độ dao hợp lý tưới dung dịch trơn nguội vào vùng cắt VII Hiện tượng nhiệt cắt : Trong q trình cắt, cơng tiêu hao chuyển thành nhiệt Nhiệt sinh trình cắt tượng vật lý quan trọng
Ngày tải lên: 23/07/2014, 20:21

NGUYÊN LÝ CẮT - HỌC TRÌNH 1 NGUYÊN LÝ CHUNG - BÀI 1 docx
... HỌC TRÌNH NGUYÊN LÝ CHUNG Bài CƠ SỞ LÝ THUYẾT VÀ NGUYÊN LÝ CẮT GỌT I Đặc điểm vai trị gia cơng cắt gọt : - Cắt gọt kim loại q trình cơng nghệ tạo nên ... điểm lưỡi cắt vng góc với hình chiếu lưỡi cắt mặt đáy Tiết diện phụ N1 – N1 :là mặt phẳng qua điểm lưỡi cắt phụ vng góc với hình chiếu lưỡi cắt phụ mặt đáy V Những phận dụng cụ cắt: Dao cắt kim ... cơng - Lưỡi cắt chính: giao tuyến mặt trước và mặt sau chính, trực tiếp cắt vào kim loại Độ dài lưỡi cắt có liên quan đến chiều sâu cắt bề rộng phoi - Lưỡi cắt phụ: giao tuyến mặt trước và mặt sau
Ngày tải lên: 23/07/2014, 20:21

NGUYÊN LÝ CẮT - HỌC TRÌNH 4 THIẾT KẾ DAO CẮT - BÀI 2 pot
... lưỡi cắt, nên cán dao sử dụng nhiều lần + Nhược: - Chế tạo phức tạp - Sự mài lại dao khó khăn phải bảo đảm góc độ dao trước kẹp mảnh lưỡi cắt vào thân dao - Dao kẹp lực cắt: Sử dụng lực cắt để ... thân dao tiện vào lớp phoi cắt chiều cao tâm máy : KÍCH THƯỚC THÂN DAO (mm) CHỮ NHẬT VNG VẬT LIỆU MŨI DAO HỢP KIM CỨNG THÉP GIÓ DIỆN CHIỀU DIỆN CHIỀU TÍCH SÂU TÍCH SÂU CẮT CẮT CẮT CẮT (mm) (mm) ... phần cắt: Các thơng số hình học phần cắt dao, có ảnh hưởng lớn đến q trình cắt kim loại : nhiệt cắt, lực cắt, độ mài mòn, chất lượng bề mặt suất gia công, Xác định thơng số hình học phần cắt
Ngày tải lên: 23/07/2014, 20:21

NGUYÊN LÝ CẮT - HỌC TRÌNH 3 PHAY – CHUỐT – CẮT RĂNG – MÀI - BÀI 4 pot
... mài dụng cụ cắt đặc biệt có vơ số lưỡi cắt dụng cụ cắt khơng hồn tồn giống kích thứơc hình dáng Đá mài tạo thành từ hạt mài chất dính kết Hạt mài thành phần đá mài, hạt mài có nhiệm vụ lưỡi cắt ... tính cắt cao Thành phần Oxit nhơm 97 – 99% Phạm vi sử dụng: Corum điện thường dùng làm đa mài để mài thô bán tinh tinh thép, gang dẽo hay dụng cụ thép dụng cụ Corum điện trắng dùng cho nguyên ... sắc lưỡi cắt Đà mềm loại đá dễ tách hạt mài khỏi đá mài tạo nên bề mặt đá hạt mài lưỡi cắt nên lưỡi cắt sắc bén Thường dùng để gia công vật liệu cứng Một đặc trưng đá mài mà loại dụng cụ cắt khác
Ngày tải lên: 23/07/2014, 20:21

NGUYÊN LÝ CẮT - HỌC TRÌNH 2 TIỆN - CẮT REN - BÀO (XỌC) GIA CÔNG LỖ - BÀI 4 pot
... làm dụng cụ b- Phần cắt : phần chủ yếu mũi khoan dùng để cắt vật liệu tạo phoi Mũi khoan coi hai dao tiện ghép với lõi hình trụ Mũi khoan gồm có lưỡi cắt: lưỡi cắt và; hai lưỡi cắt phụ lưỡi cắt ... định chế độ cắt khoét doa: Việc xác định chế độ cắt khoét doa với kết cấu hình dạng hợp lý dụng cụ cắt cần xuất phát từ điều sau đây: 1-Từ lượng dư gia công phải ưu tiên chọn chiều sâu cắt lớn thường ... lưỡi cắt lớn (z= - 18) Lưỡi cắt bố trí thẳng nghiêng trục doa Do công dụng mà chia doa máy, doa tay, Hình II-49 cho ta yếu tố hình học phần cắt doa Góc nghiêng mũi doa phần cắt có tác dụng
Ngày tải lên: 23/07/2014, 20:21
NGUYÊN LÝ CẮT - HỌC TRÌNH 2 TIỆN - CẮT REN - BÀO (XỌC) GIA CÔNG LỖ - BÀI 2 pps
... đồ cắt yếu tố cắt cắt ren ta-rô bàn ren Tùy theo yêu cầu độ xác ren gia công mà người ta dùng sơ đồ cắt khác Theo sơ đồ hình (a): cắt bề mặt ren sau cắt có dộ bóng thấp, việc chế tạo phần cắt dụng ... lực cắt đơn vị, nhiệt cắt, độ mòn lưỡi cắt qua thay đổi chiều dày cắt a Diện tích cắt tổng tất cắt ta-rô làm việc(đối với ren tam giác) tính theo cơng thức sau: s.t F= Mô men xoắn tốc độ cắt cắt ... Ren phần cắt chế tạo dạng ren với góc nghiêng ren 1 góc nghiêng bề mặt phần côn cắt Với sơ đồ cắt này, bề mặt ren cắt có độ bóng tốt loại trên, chiều dầy cắt lưỡi cắt nhỏ mà chiều rộng cắt lại
Ngày tải lên: 23/07/2014, 20:21

NGUYÊN LÝ CẮT - HỌC TRÌNH 3 PHAY – CHUỐT – CẮT RĂNG – MÀI - BÀI 3 ppt
... 540 phút Mô đun lớn nên chọn tuổi bền lớn VI Cắt dao xọc răng: Dao xọc chuyển động dao xọc răng: Nguyên lý xọc tương tự nguyên lý phay lăn lăn dụng cụ cắt theo chi tiết Hình dạng dao xọc có hai ... răng: Gia công bánh theo phương pháp phay lăn sử dụng dao phay lăn Phương pháp dựa nguyên lý ăn khớp trục vít vơ tận bánh vít Trong trục vít dụng cụ cắt có số ( số đầu mối ren) từ – 5răng có rãnh ... phụ thuộc vào tải trọng , công dụng tốc độ làm việc Các loại vật liệu thường sử dụng gồm thép bon, thép hợp kim gang Bánh gang sử dụng có tốc độ quay nhỏ 3m/giây Phôi bánh thường sử dụng phôi
Ngày tải lên: 23/07/2014, 20:21

NGUYÊN LÝ CẮT - HỌC TRÌNH 3 PHAY – CHUỐT – CẮT RĂNG – MÀI - BÀI 1 pdf
... trượt lúc lưỡi cắt vào cắt chiều dầy lưỡi cắt thay đổi từ amax đến amin Do dao mịn tuổi bền dao tăng lên, đô nhẵn bề mặt cao *Nhượt điểm vào cắt có va đập, dao dễ vỡ rung động lớn …Lực cắt theo phương ... tốc độ cắt Tăng thông số B, t, sz làm tăng thể tích lớp cắt, lực cắt nhiệt cắt tăng lên, để đảm bảo tuổi bền không đổi tốc độ phải giảm VII Xác định chế độ cắt phay Trình tự chọn chế độ cắt phay ... lưỡi cắt ta có diện tích cắt bằng: df adb a D d0 sin Hay df S z Sin D d0 sin Từ suy diện tích cắt lưỡi cắt: f D.S z d sin d 2.sin c f D.S z cos c cos d 2.sin Và
Ngày tải lên: 23/07/2014, 20:21

NGUYÊN LÝ CẮT GỌT KIM LOẠI
... NGUYÊN LÝ CẮT GỌT KIM LOẠI HỌC TRÌNH NGUYÊN LÝ CHUNG Bài CƠ SỞ LÝ THUYẾT VÀ NGUYÊN LÝ CẮT GỌT I Đặc điểm vai trò gia công cắt gọt : - Cắt gọt kim loại trình ... lưỡi cắt dụng cụ sứt mẻ Do vật liệu làm phần cắt dụng cụ cần có độ bền học (sức bền uốn, kéo, nén, va đập…) cao tốt c.Tính chịu nóng: Ở vùng cắt, nơi tiếp xúc dụng cụ chi tiết gia công dụng cụ ... diều kiện sản xuất cụ thể Dưới giới thiệu làm phần cắt dụng cụ theo phát triển hoàn thiện khả làm việc chúng Năm Vật liệu dụng cụ 1894 Thép Cacbon dụng cụ Thép hợp kim dụng cụ Thép gió Thép cải
Ngày tải lên: 06/08/2016, 17:48

Nguyen ly cat , gia công kim loại
... • • • • Khái niệm trình cắt gọt kim loại (chuyển động bản, thông số chế độ cắt ) Hình dáng hình học thông số dụng cụ cắt, vật liệu chế tạo dụng cụ cắt (cấu tạo dụng cụ cắt, mặt phơi, thơng số ... đầu dao ) Các tương vật lý học xảy trình cắt gọt (quá trình tạo thành phoi, nhiệt cắt ảnh hưởng nhiệt q trình cắt, mài mịn dụng cụ cắt, lực cắt ) Vật liệu chế tạo dụng cụ cắt (yêu cầu vật liệu ... trình cắt Các dụng cụ cắt, gá kẹp máy hoạt động theo nguyên lý WWW.YOUR-COMPANY-URL.COM Nội dung phần thứ ba bao gồm : • Nguyên lý cắt gọt kim loại: trình bày khái niệm động học cắt, dạng gia
Ngày tải lên: 15/08/2020, 13:57

Nguyên Lý cắt gọt kim loại
... độ cắt gọt kim loại. - Vận tốc cắt. - Lợng chạy dao ( bớc tiến ). - Chiều sâu cắt. - Diện tích lớp cắt ( chiều rộng cắt và chiều dày cắt ) SV: Nguyễn Văn Thắng Trờng ĐHSPKT Hng Yên Nguyên lý cắt ... Nguyễn Văn Thắng Nguyên lý cắt gọt kim loại Trờng ĐHSPKT Hng Yên Nguyên lý cắt gọt kim loại Khoa CK_Lớp CTK2A 2 Nhiệt khi cắt kim loại. .. dụng cụ cắt SV: Nguyễn ... cái/ phút). II. Hình dáng hình học và thông số của dụng cụ cắt. 1. Cấu tạo của dụng cụ cắt. SV: Nguyễn Văn Thắng Trờng ĐHSPKT Hng Yên Nguyên lý cắt gọt kim loại. Khoa CK_Lớp CTK2A 2. Các mặt trên
Ngày tải lên: 29/05/2013, 23:19

Giáo trình nguyên lý cắt - dụng cụ cắt
... Phạm vi sử dụng: Dùng làm dụng cụ cắt có vận tốc cắt thấp; dụng cụ cầm tay; dụng cụ gia công hợp kim màu, dụng cụ cắt gỗ. Dưới ñây là bản nêu thành phần hóa học, cơ lý tính và phạm vi ứng dụng của một ... Dao tiện ngoài 2. Dao tiện trong 29 Nguyên lý cắt và dụng cụ cắt 3. Một số loại dao tiện khác 30 Nguyên lý cắt và dụng cụ cắt Chương 3: QUÁ TRÌNH CẮT GỌT KIM LOẠI I. QUÁ TRÌNH TẠO THÀNH ... cắt dụng cụ theo sự phát triển và sự hoàn thiện về khả năng làm việc của chúng. Có hai nhóm vạt liệu: Nhóm thép và không thép Nhóm thép a. Thép Cacbon dụng cụ: 4 Nguyên lý cắt và dụng cụ cắt ðể
Ngày tải lên: 11/10/2015, 22:44

giáo trình nguyên lý cắt dụng cụ cắt phạm đình tân, 186 trang
... tế và qua quá trình liên tục giảng day, tich luỹ Kính nghiệm, được sự quan tâm giúp đỡ của Sở Giáo đục và đào tạo và đồng nghiệp, chúng tôi biên soạn cuốn giáo trình Nguyên lý cắt và Dụng cụ cắt ... bản về cơ sở cắt gọt kim loại, nghiên cứu các loại dụng cụ cắt và chọn được chế độ cắt, dao cắt cho các công việc gia công cụ thể, trên cở sở đó dé dam bảo chất lượng bề mặt gia công và nâng cao ... học Nguyên lý cắt và dụng cụ cắt, 2 Nêu các loại vật liệu làm thân dao Các loại vật liệu làm thân dao có tính chất, đặc điểm gì? 3 Yêu cầu của vật liệu làm lưỡi cắt, các loại vật liệu làm lưỡi cắt
Ngày tải lên: 08/03/2016, 14:36

Nguyên lý cắt và dụng cụ cắt - Chương 1
... δ DỤNG CỤ CẮT 1 DỤNG CỤ CẮT 1 Nguyên Lí & Dụng Cụ Cắt Nguyên Lí & Dụng Cụ Cắt Giảng viên: Cao Thanh Long Giảng viên: Cao Thanh Long Bộ môn: Dụng Cụ Cắt Vật Lỉệu Kĩ Thuật Bộ môn: Dụng ... corner) Hình 6: Dao tiện cắt đứt và dao tiện ngoài Trên phần cắt có thể có một hoặc nhiều lưỡi cắt chính và lưỡi cắt phụ. - Là phần chuyển tiếp giữa lưỡi cắt chính và lưỡi cắt phụ. Mũi dao có thể ... KHẢO 1. 1. Nguyên lí gia công vật liệu – Đại học Bách khoa Hà nội – 2001 Nguyên lí gia công vật liệu – Đại học Bách khoa Hà nội – 2001 2. 2. Nguyên lí & Dụng cụ cắt – ĐHKTCN – 1998 Nguyên lí & Dụng...
Ngày tải lên: 24/10/2012, 08:54

Nguyên lý cắt và dụng cụ cắt - Chương 2
... dạng và nứt khi NL + Nhược điểm: - Độ bền nhiệt thấp (250 0 C) - Khó gia công bằng cắt hơn thép Các bon dụng cụ + Phạm vi sử dụng: Dùng làm dụng cụ cắt có vận tốc cắt thấp; dụng cụ cầm tay; dụng ... hơn, và dễ trượt hơn. Phủ PVD thích hợp cho lưỡi cắt sắc của dụng cụ gia công lần cuối và nói chúng là nhẵn hơn dụng cụ phủ CVD do dụng cụ phủ CVD thường tạo khối lẹo trên các lưỡi cắt sắc. ... liệu dụng cụ và vật liệu gia công, làm yếu đi khả năng tạo thành lẹo dao. + Giảm ma sát giữa dụng cụ và phoi hoặc giữa dụng cụ và vật liệu gia công, + Ngăn ngừa sự biến dạng của lưỡi cắt vì...
Ngày tải lên: 24/10/2012, 08:54

Nguyên lý cắt và dụng cụ cắt - Chương 3
... hiện). Dụng cụ để thực hiện hiện) và một chuyển động thẳng ( thường do dao thực hiện). Dụng cụ để thực hiện quá trình tiện là dao tiện; đó là một dạng dụng cụ cắt gồm 2 phần: Làm việc và phần ... 3.1. Công dụng và phân loại: 1.1 Công dụng (Utilization) Dao tiện định hinh là loại dao có lưỡi cắt gần giống hinh dáng ng sinh chi tiết gia công, được sử dụng trong sản xuất loạt lớn và hàng ... tấm, dao đầu chắp gắn mảnh v.v Theo loại vật liệu dụng cụ cắt: dao thép gió, dao hợp kim cứng, dao mảnh sứ, dao kim cương Theo loại vật liệu dụng cụ cắt: dao thép gió, dao hợp kim cứng, dao mảnh...
Ngày tải lên: 24/10/2012, 08:54

Nguyên lý cắt và dụng cụ cắt - Chương 4
... Gm 5 lưỡi cắt: hai lưỡi cắt chính, 2 lưỡi cắt phụ và một lưỡi cắt ngang. 5 lưỡi cắt: hai lưỡi cắt chính, 2 lưỡi cắt phụ và một lưỡi cắt ngang. - Lưỡi cắt chính: là giao của mặt trước và mặt sau. ... quá trinh cắt. -Lực chiều trục Px: Có xu hướng chống lại lực chạy dao, lực Px bằng tổng các lực chiều trục tác dụng lên lưỡi cắt chính, tác dụng lên lưỡi cắt phụ và tác dụng lên lưỡi cắt ngang. Các ... (Drilling) 4.1. 4.1. 4 Cỏc yu t ca lp cắt và chế 4 Các yếu tố của lớp cắt và chế đ đ ộ cắt khi khoan: ộ cắt khi khoan: 4. Chiều sâu cắt: 4. Chiều sâu cắt: + Khi khoan lỗ + Khi khoan lỗ đ đ ặc:...
Ngày tải lên: 24/10/2012, 08:54

Nguyên lý cắt và dụng cụ cắt - Chương 5
... làm việc, nhiệt luyện và D có tác dụng tốt cho dao khi làm việc, nhiệt luyện và tng nng tng nng suất cắt. Tuy suất cắt. Tuy nhiên khi D lớn quá sẽ tốn vật liệu làm dao và làm nhiên khi D ... cần nghiên cứu kết cấu của dao phay và các điều kiện cắt khác sao cho quá trình cắt được diễn ra với diện tích cắt không đổi. - Quá trình phay với diện tích cắt không đổi được gọi là Phay Cân ... diện tích cắt fi do một rng thứ i nào đó cắt ra được tính bằng: fi = ai . bi Vỡ : bi = B và ai = Sz . sin i Nên: fi = S Z . B . sin i Diện tích cắt tổng cộng do n rng đồng thời tham gia cắt được...
Ngày tải lên: 24/10/2012, 08:54

Nguyên lý cắt và dụng cụ cắt - Chương 6
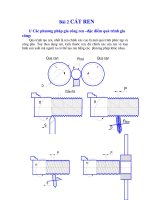
... gia cụng ren: 6.1.1. Cỏc phương phỏp gia cụng ren: Cú 3 nhúm PP cơ bản để gia cụng ren: Cú 3 nhúm PP cơ bản để gia cụng ren: 1- Gia cụng ren bằng cắt gọt 1- Gia cụng ren bằng cắt gọt 2- Gia cụng ... Gia cụng ren bằng mài 3- Gia cụng ren bằng biến dạng dẻo 3- Gia cụng ren bằng biến dạng dẻo Cú thể phõn thành cỏc PP gia cụng ren cụ thể hơn như sau: Cú thể phõn thành cỏc PP gia cụng ren cụ thể ... đ đ ổi trong qúa trỡnh cắt. ổi trong qúa trỡnh cắt. + Số l + Số l ư ư ỡi cắt cùng tham gia cắt lớn; thoát phoi khó khăn; biến dạng phoi lớn . Do đú, lực cắt ỡi cắt cùng tham gia cắt lớn; thoát phoi...
Ngày tải lên: 24/10/2012, 08:54

Nguyên lý cắt và dụng cụ cắt - Chương 7
... sau: - Diện tớch cắt luôn thay đổi theo từng r ng và có nhiều r ng cùng tham gia cắt. Do đó, lực cắt lớn và luôn thay đổi. - Tốc độ cắt thay đổi theo từng điểm trên lưỡi cắt. - Lưỡi cắt có biên ... ng dụng cụ, ứng với một vòng cơ sở. Do đó, khi số r ng và môđun của dao đà xác định, góc n khíp gi a thanh r ng dông ă ă ữ cụ với dao xọc r ng không đổi khi dịch chuyển thanh r ng dụng cụ vào ... dùng để cắt bánh r ng theo phương pháp bao hỡnh, dựa trên nguyên lý n khớp gi a bánh r ng với bánh r ng. Có thể cắt được bánh r ng trụ r ng thẳng, r ng xoắn ( n khớp ngoài và n khớp...
Ngày tải lên: 24/10/2012, 08:54
Bạn có muốn tìm thêm với từ khóa: