NGUYÊN LÝ CẮT - HỌC TRÌNH 2 TIỆN - CẮT REN - BÀO (XỌC) GIA CÔNG LỖ - BÀI 2 pps
NGUYÊN LÝ CẮT - HỌC TRÌNH 2 TIỆN - CẮT REN - BÀO (XỌC) GIA CÔNG LỖ - BÀI 2 pps
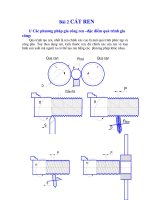
... ren : Dùng đầu cắt ren có thể cắt ren ngoài và ren trong trên máy chuyên dùng hoặc trên máy tiện ren vạn năng. Trên thân của đầu cắt ren có lắp các dao cắt ren răng lược.Ở cuối hành trình cắt, ... đầu ta-rô (khi gia công ren trong lỗ thông) thì người ta mài vát rãnh trên phần côn cắt nghiêng một góc = 7 10 0 2. Kết cấu bàn ren tròn: 3- Sơ...
Ngày tải lên: 23/07/2014, 20:21

NGUYÊN LÝ CẮT - HỌC TRÌNH 2 TIỆN - CẮT REN - BÀO (XỌC) GIA CÔNG LỖ - BÀI 4 pot
... phải. Khi gia công thép cứng thì = 7 - 8 0 , khi gia công gang rèn và thép dẻo vừa thì = 12 - 20 0 . Khi gia công kim loại màu thì = 35 - 45 0 . 2 - Các yếu tố của quá trình cắt: Vấn ... dao tiện. Góc ở mũi khoan là 2 .Tùy theo vật liệu gia công mà góc 2 có các trị số dao động trong khoảng 8 0-1 40 0 . Ví dụ: Khi gia công đá hoa...
Ngày tải lên: 23/07/2014, 20:21

NGUYÊN LÝ CẮT - HỌC TRÌNH 2 TIỆN - CẮT REN - BÀO (XỌC) GIA CÔNG LỖ - BÀI 3 doc
... tượng cắt lẹm vào chi tiết gia công. VI- Lực cắt và tốc độ cắt khi bào và xọc: Thực chất cuả quá trình cắt khi bào và xọc cũng giống như gia công trên máy tiện, chỉ khác là khi bào và ... thô). 3- Xác định lượng chạy dao cho phép : Khi bào mặt phẳng trên máy bào ngang thì chọn : S = 0,4 - 4 mm/ hành trình kép, khi gia công thô thép và ga...
Ngày tải lên: 23/07/2014, 20:21

NGUYÊN LÝ CẮT - HỌC TRÌNH 2 TIỆN - CẮT REN - BÀO (XỌC) GIA CÔNG LỖ - BÀI 1 pot
... l/d > 12, ngoài việc trục được gá trên mâm cặp và mũi tâm còn phải dùng luy-nét (giá đỡ) để tăng độ cứng 510 d l HỌC TRÌNH II TIỆN - CẮT REN - BÀO (XỌC) - GIA CÔNG LỖ ... Độ chính xác của gia công tiện phụ thuộc vào các yếu tố sau đây: - Độ chính xác của máy tiện. - Độ cứng vững của hệ thống công nghệ. - Dụng cụ cắt. -...
Ngày tải lên: 23/07/2014, 20:21
Quản lý lớp học bằng các biện pháp giáo dục kỷ luật tích cực-Bài 2 pptx
... trong học tập. - Tự tin trước đám đông - Phát huy được khả năng của mình. BÀI 2. KHÁI NIỆM VÀ SỰ CẦN THIẾT PHẢI SỬ DỤNG CÁC BIỆN PHÁP GDKLTC 1.Thế nào là giáo dục kỷ luật tích cực? 2. Lợi ích ... CÁC BIỆN PHÁP GIA O DỤC KỶ LUẬT TÍCH CỰC PHÒNG GIA O DỤC VÀ ĐÀO TẠO HUYỆN GIAO THỦY 1.Thế nào là giáo dục kỷ luật tích cực? - Giáo dục KLTC là giáo dục dựa trên n...
Ngày tải lên: 15/03/2014, 07:20
Nguyên lý cấu tạo và hoạt động của một số máy gia tốc hạt phần 2
... một cyclotron các hạt anpha được gia tốc với năng lượng cao hơn proton. - Bán kính r tương ứng với vận tốc v: - Động năng của hạt là : m RBq mvT 2 2 1 22 2 2 (3.6) (3.7) (3.8) − Một hạt tích ... viện quân y - 108 Hình 10: Sơ đồ nguyên lý máy gia tốc Betatron Tích phân (4.10) ta có : c BR 2 2 - Đây là mối liên hệ giữa giá trị tức thời của từ thông tạo...
Ngày tải lên: 18/05/2014, 18:45

NGUYÊN LÝ CẮT - HỌC TRÌNH 4 THIẾT KẾ DAO CẮT - BÀI 2 pot
... TÍCH CẮT (mm) SÂU CẮT (mm) 10 x 16 12 - - 1,5 3 12 x 20 16 - - 2, 5 4 16 x 25 20 4 6 4 5 20 x 30 25 8 10 6 6 25 x 40 30 10 13 9 7 30 x 45 40 25 18 16 8 40 x 60 50 40 25 25 12 50 x ... 20 0 26 0 300 350 400 TRÊN Ổ CHỮ NHẬT 12 x 20 12 x 20 16 x 25 20 x 30 25 x 40 4 DAO VUÔNG 16 16 20 25 30 TRÊN CHỮ NHẬT 12 x 20 16 x25 20 x 30 20...
Ngày tải lên: 23/07/2014, 20:21
NGUYÊN LÝ CẮT - HỌC TRÌNH 3 PHAY – CHUỐT – CẮT RĂNG – MÀI - BÀI 2 docx
... mặt gia công. 4-Các yếu tố cắt: a-Chiều dày cắt a: chiều dày cắt khi chuốt bằng lượng nâng mỗi răng(a=s Z ) như trên đã trình bày, chiều dày cắt a do mỗi răng cắt a không được nhỏ hơn 0.02mm. ... nhất cắt lớp kim loại có chiều dày cắt a, chiều rộng 2b 1 , răng thứ hai cắt lớp kim loại có chiều dày cắt a chiều rộng cắt b 2 , răng thứ ba cắt lớp kim loại dày là a...
Ngày tải lên: 23/07/2014, 20:21

báo cáo nguyên lý khoa học môi trường ứng dụng nguyên lý khmt trong việc bảo vệ ddsh tại vqg - kbttn trường hợp vqg cát tiên
... VQG CÁT TIÊN 2. Đặc điểm tự nhiên VQG Cát Tiên Tây nguyên 1 62 233 22 3 21 0 710 1146 1615 523 4 320 1 22 32 TP TVR VQG CT và các khu vực Họ Chi Loài 3. VQG CÁT TIÊN 2. Đặc điểm tự nhiên 2. 1 Thực vật Địa ... TIÊN 2. Đặc điểm tự nhiên 2. Đặc điểm tự nhiên 2. 2 Động vật Thú Chim Bò sát + Ếch nhái Cá Côn trùng 12 17 4 9 9 21 68 21 32 66 105 351 150 159 756 TP ĐVR VQG CT S...
Ngày tải lên: 04/05/2014, 19:00

NGUYÊN LÝ CẮT - HỌC TRÌNH 4 THIẾT KẾ DAO CẮT - BÀI 3 potx
... thiết bị gia công, điều kiện hiện có ) - Chọn vật liệu làm dao (tuỳ thuộc vào vật liệu gia công) . - Căn cứ vào vật liệu gia công để chọn góc trước và góc sau tại diểm cơ sở. - Tính ... .t -chiều sâu hình dáng của phần côn chi tiết đã chọn : t = r 2 - r 1 . 2 -góc đỉnh của mặt côn chi tiết. . -góc trước của lưỡi cắt. Tính toán hình dáng dao...
Ngày tải lên: 23/07/2014, 20:21