Machining of High Strength Steels With Emphasis on Surface Integrity by air force machinability data center 1 pot

Machining of High Strength Steels With Emphasis on Surface Integrity by air force machinability data center_1 pot
... sucient precision to be of much practical use and by 19 99, Gorzkowski, et al., in their powder metallurgy paper concerning ‘secondary machining 1 , entitled: 1 ‘Secondary machining , is a term ... cutting conditions found when machining the actual production part. e assessment of a material’s machinability can be undertaken by two groups of tests, these are machini...
Ngày tải lên: 21/06/2014, 22:20
Machining of High Strength Steels With Emphasis on Surface Integrity by air force machinability data center_2 docx
... raised by >2.5 times the optimum of 200 m min 1 , with all fac- ing operations being conducted at a ‘constant surface speed’ 12 of 550 m min 1 . Typical tool-life curves produce by the ... technique in conjunction with a strictly controlled and limited ma- chining strategy – based upon some form of ‘orthogo- nal array’ , in combination with the strength (i.e &g...
Ngày tải lên: 21/06/2014, 22:20

Machining of High Strength Steels With Emphasis on Surface Integrity by air force machinability data center_4 pot
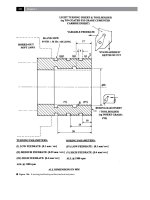
... at high feedrates when high- speed machining. Machinability and Surface Integrity Figure 15 7. A chatter model, with potential chatter conditions and the application of the ‘stability lobe ... other machining conditions remained the same and, then cutter was replaced by one of 10 0 mm long (Fig. 15 8 – right), it would now be 4 times less rigid, causing serious to...
Ngày tải lên: 21/06/2014, 22:20

Machining of High Strength Steels With Emphasis on Surface Integrity by air force machinability data center_5 pdf
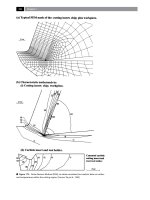
... potential stress behaviour during its intended in-service con- dition. Machinability and Surface Integrity Figure 16 3. Surface texture data- capture, with techniques for the derivation of ... ISO 13 02, 20 01] . Chapter Figure 16 0. Surface texture comprises of: ‘long-’, ‘medium-’ and ‘short-components’, together with the ‘direction of the dominant pattern’...
Ngày tải lên: 21/06/2014, 22:20

Machining of High Strength Steels With Emphasis on Surface Integrity by air force machinability data center_7 ppt
... ‘T’. NB is rate of heat generation only exists within the primary and secondary deformation zones. By way of example of how the temperature genera- tion/distribution occurs in orthogonal cutting, ... severity data. ← 10 k local /E* [°] → Tool finish: Surface texture data: Al/HSS: Cu/HSS: Brass/WC Steel/WC Ra [µm] ∆q [°] CVD-coated 0.2-0.5 3-7 1. 2 1. 9 2.8 1. 8 Ground 0...
Ngày tải lên: 21/06/2014, 22:20
Machining of High Strength Steels With Emphasis on Surface Integrity by air force machinability data center_8 doc
... deformation – occurs when high pressures (i.e. compression) are exerted on the cutting edge in combination with elevated temperatures. Con- ditions likely to create plastic deformation on the ... of tool/workpiece anity associated with tem- Machinability and Surface Integrity • good quality and consistent workpiece material is to be utilised; • that the condition...
Ngày tải lên: 21/06/2014, 22:20

Machining of High Strength Steels With Emphasis on Surface Integrity by air force machinability data center_9 docx
... monitoring operations. By using a combination of AE and force monitoring, this has been shown to be a means of condition monitoring of the cutting tool’s state – more will be said on this topic ... forming forces with very high- frequency acoustic emissions (AE). e application of AE in association with other Figure 17 7. The correlation of typical manufacturing co...
Ngày tải lên: 21/06/2014, 22:20

Machining of High Strength Steels With Emphasis on Surface Integrity by air force machinability data center_10 ppt
... brief resumé of just one of these ‘orthogonal models’ shown in Fig. 18 1 will be mentioned below, together with a concise review of friction in metal cutting operations (Fig. 18 2) will be presented, ... thrust force component, • F C = cutting force component, • F N = normal force component on the shear plane, • F S = shear force component on shear plane, • R = re...
Ngày tải lên: 21/06/2014, 22:20

Machining of High Strength Steels With Emphasis on Surface Integrity by air force machinability data center_11 pot
... Figure 18 6. The eects of residual stress and deformations of a workpiece by machining. [After: Brinksmeier et al., 19 82] . Machinability and Surface Integrity Figure 18 5. The cross-section of ... testing the surface topography. In Fig. 18 7b, an 11 ° sectional cut improves surface discrimination by increasing the vertical section magnication by around...
Ngày tải lên: 21/06/2014, 22:20

Machining of High Strength Steels With Emphasis on Surface Integrity by air force machinability data center_12 pptx
... region extends to quite a small depth beneath the surface, in the region of 10 to 10 0 µm, de - pending upon the severity of the ‘abusive regime’ of surface generation. Considering Fig. 19 1 once ... Vol. 17 0, 59, 18 55. Field, M. and Kahles, J.F. Review of Surface Integrity of Machined Components. Annals of the CIRP, Vol. 20(2), 15 3 16 3, 19 71. Gorzkowski, E....
Ngày tải lên: 21/06/2014, 22:20