Nguyên lý cắt : TIỆN ppsx

Nguyên lý cắt : TIỆN ppsx
... công tiện phụ thuộc vào các yếu tố sau đây: - Độ chính xác của máy tiện. - Độ cứng vững của hệ thống công nghệ. - Dụng cụ cắt. mm dD t 2 S t d D § 1-TIỆN I.Tính chất của tiện: - Tiện ... liên quan đến các thành phần lực cắt. + Công suất khi tiện : _ Công suất cắt : _ Công suất chạy dao: Công suất cần thiết để chọn động cơ cho máy gia công : zzyx...
Ngày tải lên: 26/07/2014, 08:22

NGUYÊN LÝ CẮT - HỌC TRÌNH 2 TIỆN - CẮT REN - BÀO (XỌC) GIA CÔNG LỖ - BÀI 4 pot
... Phần cắt : là phần chủ yếu của mũi khoan dùng để cắt vật liệu tạo ra phoi. Mũi khoan có thể coi như là hai dao tiện ghép với nhau bằng lõi hình trụ. Mũi khoan gồm có 5 lưỡi cắt: 2 lưỡi cắt ... doa là một dao tiện lỗ và dùng công thức tiện để tính lực cắt. Lực cắt khi doa P z = P z ’. z (N) Trong đó : .P z ’ lực cắt tác dụng lên một răng của mũi doa , tín...
Ngày tải lên: 23/07/2014, 20:21

NGUYÊN LÝ CẮT - HỌC TRÌNH 2 TIỆN - CẮT REN - BÀO (XỌC) GIA CÔNG LỖ - BÀI 3 doc
... giống như ở tiện, phụ thuộc vào hình dạng lưỡi cắt chính. Do đó việc xác định các thành phần của tiết diện cắt cũng như tiện. Quan hệ giữa chiều dày cắt và lượng chạy dao, chiều rộng cắt và chiều ... thì tốc độ cắt trung bình v tb có thể tính theo công thức: Khi tuổi bền của dao T = 60 phút thì công thức tốc độ cắt của bào và xọc tính theo công thức tốc độ cắt khi t...
Ngày tải lên: 23/07/2014, 20:21
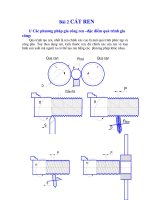
NGUYÊN LÝ CẮT - HỌC TRÌNH 2 TIỆN - CẮT REN - BÀO (XỌC) GIA CÔNG LỖ - BÀI 2 pps
... của ren cao. Khi cắt th : s z =0,4 -0,25 mm Khi cắt tinh: s z = 0,15 -0,1 mm b- Tốc độ cắt: Khi tiện ren bằng dao tiện thép gió, tốc độ cắt tính theo công thức sau: v C T s s K v m y z x v v v ... loạt . +Cắt ren bằng đầu cắt ren : Dùng đầu cắt ren có thể cắt ren ngoài và ren trong trên máy chuyên dùng hoặc trên máy tiện ren vạn năng. Trên thân của...
Ngày tải lên: 23/07/2014, 20:21

NGUYÊN LÝ CẮT - HỌC TRÌNH 2 TIỆN - CẮT REN - BÀO (XỌC) GIA CÔNG LỖ - BÀI 1 pot
... TIỆN - CẮT REN - BÀO (XỌC) - GIA CÔNG LỖ § 1-TIỆN I.Tính chất của tiện: - Tiện là phương pháp gia công cắt gọt kim loại thông dụng nhất. Trong các nhà máy cơ khí, máy tiện ... _ Công suất cắt : _ Công suất chạy dao: Công suất cần thiết để chọn động cơ cho máy gia công : + Mômen cắt của trục chính máy tiện : + Độ võng của chi tiết gia côn...
Ngày tải lên: 23/07/2014, 20:21

Nguyên lý cắt : THIẾT KẾ DAO TIỆN ĐỊNH HÌNH part 2 pdf
... bằng : t i = R - R i Với R đã chọn. R i = H i i sin( ) mà tg ( i + i ) = H E với : E = D - T i và : D = R . cos ( + ) + Dao có mặt trước nâng một góc :( Hình ... điểm cơ sở. - Góc tại điểm X bất kỳ có thể tính như sau: + Dao tròn : X = - X + X + Dao lăng trụ : X = - X Ở đây: = + sin sin * sin * cos...
Ngày tải lên: 26/07/2014, 08:21

Nguyên lý cắt : THIẾT KẾ DAO TIỆN ĐỊNH HÌNH part 1 potx
... đáng kể. + Nhược: - Chế tạo khó. - Không dùng để tiện lỗ được. b. Dao tròn: + Ưu: - Có thể tiện ngoài và tiện lỗ. - Chế tạo dễ vì dạng tròn xoay và mài dễ. + Nhược: - Khó kẹp chặt, ... nhỏ), mài sắc dao tương đối đơn giản hơn. 2- Phân loại : Dao tiện định hình có thể chia ra các loại sau đây : + Theo kết cấu : dao tiện định hình có thể chia ra dao hì...
Ngày tải lên: 26/07/2014, 08:21

Nguyên lý cắt : THIẾT KẾ DAO TIỆN THÔNG DỤNG part 3 doc
... Mặt sau 7 - Trên bề mặt phần cắt không có vết sướt, nứt nẻ. - Độ cứng sâu khi tôi phần cắt: HRC = 62 65. thân dao: HRC = 30 40. - Sai số góc độ : 1 0 2 0 . Miếng bẻ ... khi cắt nhờ rãnh hình nêm tạo lực giữ kẹp đầu dao. V. Cơ cấu bẻ phoi : Cuốn phoi và bẻ phoi là một vấn đề rất quan trọng khi cắt cao tốc các kim loại dẽo bằng dao hợp kim cứng. K...
Ngày tải lên: 26/07/2014, 08:21

Nguyên lý cắt : THIẾT KẾ DAO TIỆN THÔNG DỤNG part 2 pps
... dụng : Khi : S o.25 mm S > 0.25 mm - Dao tiện thông và tiện mặt đầu : = 12 0 = 6 0 8 0 - Dao cắt đứt, tiện rãnh : = 12 0 15 0 = 8 0 10 0 - Dao tiện lỗ : = ... pháp hàn: Hàn có các dạng: - Dạng hở : dễ làm nhất, hàn khi mảnh lưỡi cắt có tiết diện lớn. (Ha) - Hàn nửa kín: đối với mảnh lưỡi cắt có kích thước trung...
Ngày tải lên: 26/07/2014, 08:21

Nguyên lý cắt : THIẾT KẾ DAO TIỆN THÔNG DỤNG part 1 pps
... dao tiện phá, dao tiện mặt đầu, dao cắt đứt, dao tiện rãnh, dao tiện lỗ, dao tiện định hình, dao tiện ren,v.v + Theo tính chất gia công : dao tiện thô, dao tiện tinh, dao tiện rộng bản, ... P Z có thể được tính: P Z = P . f (N) Với: P: lực cắt đơn vị (N/mm 2 ) f: tiết diện lớp cắt (mm 2 ) Hoặc tính P Z khi tiện theo giáo trình nguyên...
Ngày tải lên: 26/07/2014, 08:21